TL;DR:
- Functional prototyping involves creating operational models that produce measurable engineering data before manufacturing begins. It encompasses methods like CNC machining, 3D printing, and sheet metal fabrication, chosen to match specific validation goals and performance parameters. This process is essential for reducing design risks, verifying fit, strength, and thermal performance, and accelerating product development through iterative testing.
Functional prototyping is defined as the process of building physical or digital models that replicate a product’s production-intent form, fit, and function closely enough to generate valid engineering data before full-scale manufacturing begins. Unlike appearance models or concept sketches, a functional prototype must perform. It carries load, transfers motion, conducts current, or executes software logic under conditions that mirror real use. Methods like CNC machining, filament-based 3D printing, and hybrid software prototyping each serve distinct validation goals, and choosing the right one determines whether your test data is trustworthy or misleading.
What is functional prototyping and how does it differ from other types?
Functional prototyping is the practice of replicating production geometry, material behavior, and assembly interfaces in a working model to produce test data that drives production decisions. The word “functional” is the operative distinction. A prototype that looks right but cannot be loaded, cycled, or measured tells you almost nothing about whether your design will survive manufacturing and real-world use.
Three prototype categories define the spectrum product teams work across:
- Appearance prototypes replicate visual form and surface finish but use no production-equivalent materials or tolerances. They are useful for marketing reviews and investor presentations, not engineering sign-off.
- Proof-of-concept models demonstrate a principle works at a basic level, often with off-the-shelf components and rough geometry. They answer “can this work?” not “will this work at scale?”
- Functional prototypes incorporate production-representative materials, controlled tolerances, and realistic assembly interfaces. They answer measurable questions: Does this joint hold 200 N of force? Does this housing dissipate heat within spec? Does this software flow handle 500 concurrent users?
| Prototype type | Material accuracy | Tolerance control | Test capability |
|---|---|---|---|
| Appearance model | Low | Low | Visual review only |
| Proof-of-concept | Moderate | Low | Principle validation |
| Functional prototype | High | High | Engineering and performance testing |
The table makes the trade-off clear. Functional prototypes cost more to produce than appearance models, but they replace design assumptions with measured test data under controlled conditions. That trade-off is almost always worth it before committing to production tooling.
What manufacturing methods are used in functional prototyping?
The method you choose to build a functional prototype determines the quality of the data you get back. Three manufacturing approaches dominate the field, each suited to different validation objectives.

CNC machining is the standard for load-bearing and safety-critical parts. CNC rapid prototyping produces parts from production-grade metals and engineering plastics with realistic tolerances, making it the right choice when you need to test fit, fatigue, or manufacturability under real conditions. A medical device housing, an automotive bracket, or a hydraulic manifold all demand CNC-level dimensional accuracy before you can trust the test results.
Sheet metal fabrication serves structural assemblies where wall thickness, bend radius, and weld joint behavior must be validated. Enclosures, frames, and chassis components built from sheet metal prototypes reveal assembly interference and structural compliance issues that no simulation catches reliably.
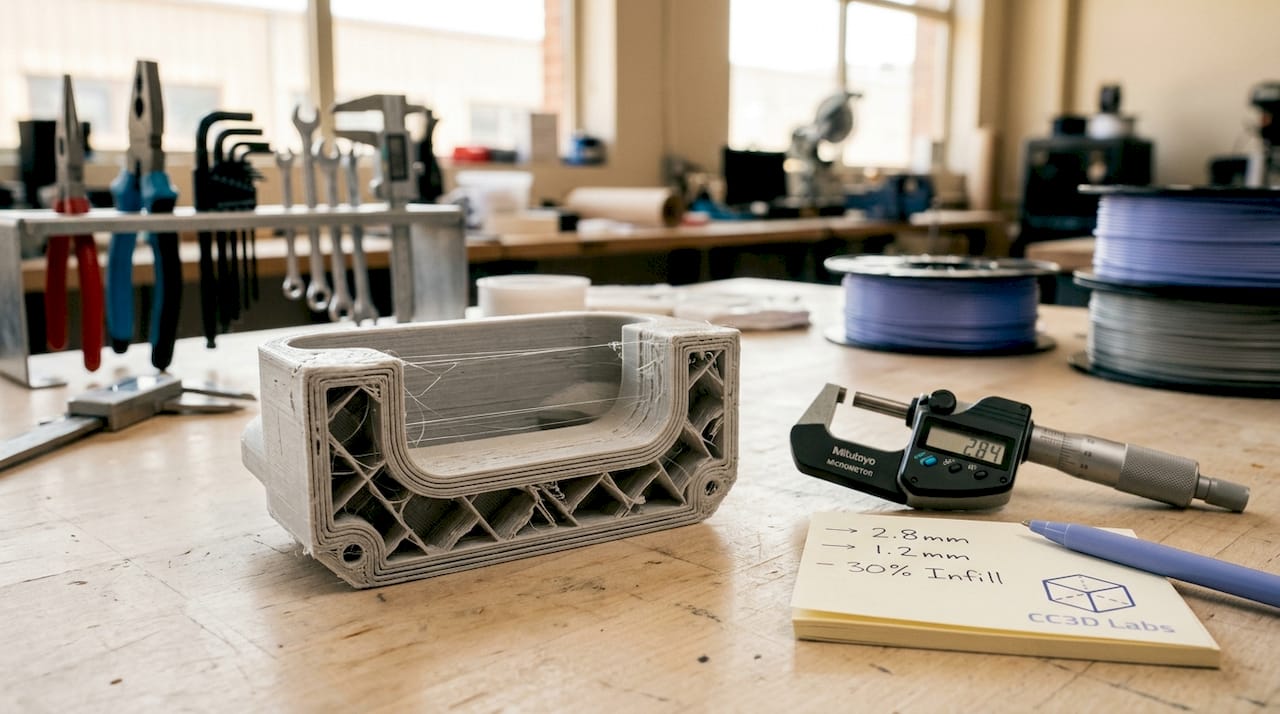
3D printing covers the widest range of functional prototyping scenarios where rapid iteration outweighs the need for full production realism. Filament-based FDM printing with materials like PETG, ASA, or Nylon produces parts that withstand mechanical loading, thermal cycling, and chemical exposure well enough for early-stage validation. Resin-based SLA printing delivers finer feature resolution for snap-fit mechanisms and optical components. You can review filament prototype examples to understand how material selection directly affects test outcomes.
In software development, functional prototypes move beyond clickable wireframes. Hybrid functional prototyping implements actual backend logic and real data flows, allowing teams to test user behavior and system performance rather than just screen transitions.
Pro Tip: Match your manufacturing method to the specific failure mode you are testing for. If you are validating thermal behavior, material equivalency matters more than surface finish. If you are validating assembly clearance, dimensional accuracy matters more than material strength.
What engineering goals does functional prototyping achieve?
Functional prototypes are test instruments. Every build should map to a specific engineering question, and the answer should come back as a number, not an opinion.
- Fit and assembly verification. Mating surfaces, fastener patterns, and clearance envelopes are confirmed against production drawings. This catches interference issues before tooling is cut, where corrections cost orders of magnitude more.
- Structural and mechanical performance. Load testing, fatigue cycling, and deflection measurement validate that geometry and material choices meet specification. Performance testing measures output parameters like force, speed, and displacement rather than relying on simulation alone.
- Thermal and environmental validation. Prototypes exposed to operating temperature ranges, humidity, and UV confirm that material selection and wall thickness choices hold up. A housing that warps at 60°C in testing saves a costly field recall.
- Electrical and software functionality. PCB assemblies and embedded firmware tested in a functional prototype reveal signal integrity issues, power draw anomalies, and timing failures that schematic review misses.
- System integration testing. Subsystems assembled together for the first time in a functional prototype reveal interface conflicts between mechanical, electrical, and software domains that individual component tests never surface.
Functional prototyping represents the point where risk becomes measurable, replacing CAD assumptions with data collected under controlled test conditions. That shift from assumption to measurement is the core value of the entire process.
Pro Tip: Replicate the exact mating interfaces and tolerances from your production drawings, not approximations. Effective engineering validation depends on precise interface control. A prototype that fails because of a loose fit you introduced during fabrication teaches you nothing about your design.
Best practices and common pitfalls in functional prototyping
Getting useful data from a functional prototype requires discipline in how you build and test it. The most common mistakes are not about budget or schedule. They are about mismatched fidelity and poor test planning.
- Match fidelity to the validation objective. A prototype built to test ergonomics does not need production-grade material strength. A prototype built to test fatigue life does. Building every prototype to the highest fidelity wastes resources and slows iteration.
- Never underestimate material behavior differences. Using production-equivalent materials is critical when validating strength, thermal response, and wear behavior. A PLA prototype tested for heat resistance will fail at temperatures that PETG or Nylon handles without issue, and that failure reflects the material choice, not the design.
- Control mating surfaces precisely. Loose or oversized interfaces in a prototype introduce false failures. If a seal leaks because the prototype housing is 0.3 mm out of spec, you have learned nothing about your seal design. You have only confirmed that sloppy fabrication produces sloppy results.
- Plan iteration cycles before you build the first prototype. Building fast and rough versions to test assumptions reduces expensive errors later. Teams that plan three or four iteration cycles from the start converge on viable designs faster than teams that try to get everything right in one expensive build.
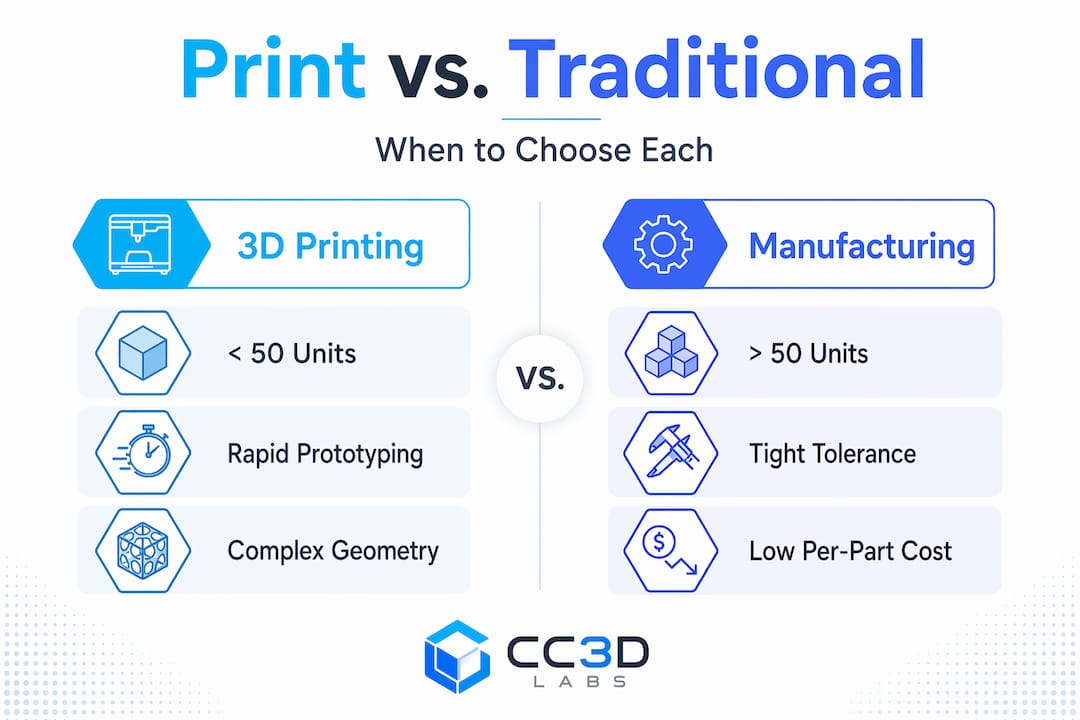
- Manage the cost-versus-realism trade-off deliberately. CNC machining delivers the highest fidelity but costs more per part. 3D printing delivers faster turnaround at lower cost but with material and tolerance limitations. The right answer depends on what you are testing, not on what the budget allows by default.
For software functional prototypes, the equivalent pitfall is building UI flows that look interactive but contain no real logic. Actual backend implementation is what separates a functional software prototype from a clickable mockup, and only the former produces meaningful user behavior data.
Pro Tip: Use your 3D design validation process to define acceptance criteria before fabrication starts. Knowing what pass and fail look like before you run the test prevents post-hoc rationalization of ambiguous results.
Key takeaways
Functional prototyping is the most direct method for replacing design assumptions with engineering data before production tooling commits your budget to a fixed design.
| Point | Details |
|---|---|
| Definition is performance-based | A functional prototype must generate measurable test data, not just represent the product visually. |
| Method must match validation goal | CNC machining suits load-bearing tests; 3D printing suits rapid iteration; sheet metal suits structural assemblies. |
| Material equivalency is non-negotiable | Using the wrong material class produces test results that do not predict final product performance. |
| Interface precision prevents false failures | Mating surfaces and tolerances must match production drawings to avoid prototype-induced test errors. |
| Iteration speed drives convergence | Planning multiple short build-and-test cycles reaches a viable design faster than one high-cost build. |
Why functional prototyping is the most underrated step in product development
Most product teams I work with treat functional prototyping as a checkpoint, something you do once before you hand off to manufacturing. That framing is wrong, and it costs teams real money. Functional prototyping is a learning engine. Every build should answer a specific question, and the answer should change something about the next build.
The industry misconception I see most often is the belief that simulation replaces physical testing. Finite element analysis and CFD are powerful tools, but they model the geometry and material properties you input. A functional prototype tests the geometry and material behavior you actually produced. Those two things are never identical, and the gap between them is where product failures live.
What has changed in 2026 is the accessibility of the methods. Filament-based 3D printing with engineering-grade materials, combined with affordable CNC services and cloud-based CAD tools, means a two-person startup can run the same validation workflow that a Fortune 500 engineering team ran a decade ago. The barrier is no longer equipment access. It is knowing what question to ask and building the prototype that answers it precisely.
The teams that win at product development are not the ones with the biggest prototyping budgets. They are the ones that prototype the right thing, measure the right parameter, and iterate faster than their competitors. That discipline starts with understanding what functional prototyping actually is and what it is not.
— Justin
How Cc3dlabs accelerates your functional prototyping workflow

Cc3dlabs, based near Philadelphia, produces functional prototypes using filament-based 3D printing with engineering-grade materials including PETG, ASA, Nylon, and carbon-fiber-reinforced filaments. Their 3D printing services cover single prototypes through batch production runs, with CAD support and metrology-grade scanning available for parts that require dimensional verification after fabrication. For teams that need fast turnaround on on-demand prototype parts without minimum order requirements, Cc3dlabs offers free online estimates and local pickup near Philadelphia or direct shipping. If your validation cycle depends on getting accurate, durable parts quickly, their team is built for exactly that workflow.
FAQ
What is a functional prototype?
A functional prototype is a working model that replicates a product’s production-intent geometry, material behavior, and assembly interfaces closely enough to generate valid engineering test data. It differs from an appearance model by performing under real load, thermal, or operational conditions.
How do functional prototypes differ from proof-of-concept models?
Proof-of-concept models demonstrate that a principle works using rough geometry and off-the-shelf components. Functional prototypes use production-equivalent materials and controlled tolerances to validate whether the design performs to specification under realistic conditions.
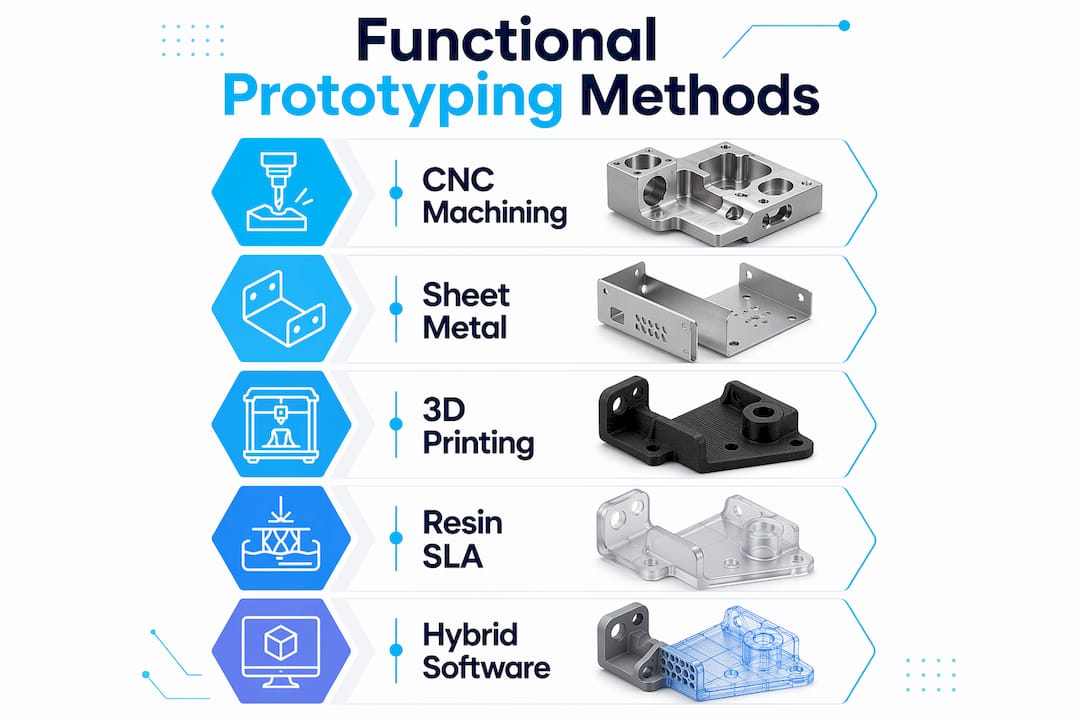
What are the most common functional prototyping methods?
CNC machining, filament-based 3D printing, resin SLA printing, and sheet metal fabrication are the primary methods. The right choice depends on the specific performance parameter being tested and the tolerance accuracy required for valid results.
Why is material selection critical in functional prototyping?
Manufacturing processes affect material properties significantly, so prototypes must use production-grade or equivalent materials to accurately validate strength, thermal response, and wear behavior. A prototype built from the wrong material class produces test data that does not predict final product performance.
How many prototyping iterations are typically needed?
The number depends on design complexity and how many subsystems require independent validation, but teams that plan multiple short build-and-test cycles consistently converge on viable designs faster than teams that attempt a single high-fidelity build.