

TL;DR:
- High-temp filaments can withstand continuous service temperatures above 150°C and resist chemicals and flames. They enable durable parts in aerospace, automotive, and medical sectors where high thermal and chemical resistance are essential. Proper hardware, including hotends and heated chambers, is necessary for successful printing with these advanced materials.
High-temp filaments are 3D printing materials engineered to maintain structural integrity at continuous service temperatures above 150°C, far beyond what standard PLA or ABS can handle. The industry term for this material class is “high-performance engineering thermoplastics,” and understanding why use high-temp filaments starts with one fact: standard filaments fail where these materials thrive. PLA deflects at roughly 60°C. ABS holds up past 100°C. But the moment you need a part that survives an engine bay, an autoclave, or a chemical processing line, you need a different class of material entirely. Heat Deflection Temperature (HDT) is the key metric that separates these tiers, and it drives every material decision in this space.
What are the main benefits of using high-temperature filaments?
High-temp filaments deliver four core advantages that standard materials cannot match: thermal stability, mechanical strength, chemical resistance, and flame retardancy. Each one matters in a different way depending on your application.
Thermal stability is the most obvious benefit. Parts printed in polycarbonate (PC) hold their shape up to approximately 140°C HDT. Nylon composites like PA-CF push that threshold to 150–180°C. PEI (also marketed as ULTEM) exceeds 200°C, and PEEK or PEKK top out above 250°C. That range covers nearly every industrial thermal environment outside of direct flame contact.
Mechanical performance is where these materials separate themselves from consumer filaments. High-temp thermoplastics offer high impact strength, tensile strength, and fatigue resistance. A PA-CF bracket on a vibrating assembly line will outlast a PLA version by orders of magnitude. The fiber reinforcement in carbon-filled nylon composites also improves stiffness without adding significant weight.
Chemical resistance is critical for fluid-contact applications. High-temp filaments resist automotive fluids, fuels, oils, acids, and industrial cleaning agents. A standard ABS part submerged in brake fluid will swell and crack. A PEEK part will not.
Flame retardancy adds a compliance dimension. PEI carries a UL 94 V-0 flame rating, which is the highest classification for self-extinguishing plastics. That rating matters directly for aerospace interiors, medical enclosures, and consumer electronics housings where fire safety standards are non-negotiable.
- Superior heat resistance prevents deformation in hot environments
- High tensile and impact strength for load-bearing functional parts
- Chemical resistance to fuels, oils, acids, and solvents
- UL 94 V-0 flame retardancy in select materials like PEI
- Long service life for tooling, fixtures, and end-use components
Pro Tip: When evaluating a high-temp filament for a new application, check both the HDT and the continuous service temperature. HDT is measured under load for a short period. Continuous service temperature reflects long-term real-world performance, and the gap between the two can be significant.
Which industries and applications benefit most from high-temp filaments?
High-temp filaments open possibilities for durable, functional parts in roles previously limited to metals, enabling weight savings and corrosion resistance across multiple sectors. The industries below represent the highest-value use cases.
- Aerospace: PEI is certified to FAR 25.853 for aircraft interior components, covering flame, smoke, and toxicity requirements. PEEK is used for structural brackets and ducting where metal replacement saves meaningful weight.
- Automotive: Parts near engines, exhaust systems, or fluid reservoirs require both thermal and chemical resistance. PA-CF and PEI handle these environments reliably, and 3D printing allows rapid iteration on bracket and housing geometry.
- Medical devices: PEI and PEEK are biocompatible and withstand repeated steam sterilization in autoclaves. PEEK’s mechanical properties rival some metals, making it suitable for surgical guides, implant trials, and instrument housings.
- Industrial tooling and fixtures: Jigs, clamps, and assembly fixtures printed in PC or PA-CF endure prolonged mechanical stress and elevated temperatures on factory floors without creeping or deforming.
- Consumer electronics: Enclosures for power electronics, motor controllers, and battery management systems benefit from the flame retardancy and dimensional stability of PEI and PC.
The common thread across all these sectors is that the part must perform reliably under conditions that would degrade a standard filament within hours. For engineers and product developers who need to choose filaments for engineering parts, the application environment is the starting point for every material decision.
What hardware do you need to print high-temp filaments?
Printing high-temp filaments requires hardware that most consumer desktop printers cannot provide. The gap between a standard FDM machine and an industrial-grade system is not a minor calibration issue. It is a fundamental equipment difference.
-
All-metal hotend: Standard PTFE-lined hotends degrade above 260°C, releasing toxic fumes and contaminating prints. An all-metal hotend is mandatory for materials like PEEK and PEI that require extrusion temperatures of 300°C or higher. This is a non-negotiable hardware upgrade, not an optional accessory.
-
Actively heated print chamber: A passive enclosure slows heat loss but does not maintain a stable ambient temperature. An actively heated chamber prevents warping by keeping the part at a controlled temperature throughout the print. Without it, semi-crystalline polymers like PEEK suffer delamination and brittleness as layers cool unevenly.
-
High-temperature heated build plate: Bed temperatures of 100°C or higher are required for adhesion with most high-temp materials. PC typically needs 110–120°C. PEEK may require 160°C or more. A standard 60°C bed will not hold these parts.
-
Filament dryer or dry storage: Moisture absorption in nylon-based filaments causes steam bubbles during extrusion, producing brittle, porous parts. Drying PA-CF at 80–90°C for 8–12 hours before printing is standard practice, not optional preparation.
-
Rigid, thermally stable frame: High chamber temperatures cause thermal expansion in printer frames. Industrial machines use aluminum or steel frames designed to maintain dimensional accuracy at elevated ambient temperatures.
Pro Tip: If you are printing PA-CF or PEI for the first time, run a filament drying cycle even on a freshly opened spool. Moisture absorbs during shipping and storage, and a single wet print can ruin an expensive spool and a long print job.
The printer setup requirements for high-temp materials are well-documented, but engineers frequently underestimate how much the chamber environment affects final part quality. Active heating is the single most impactful upgrade after the hotend.
How do different high-temp filament types compare?
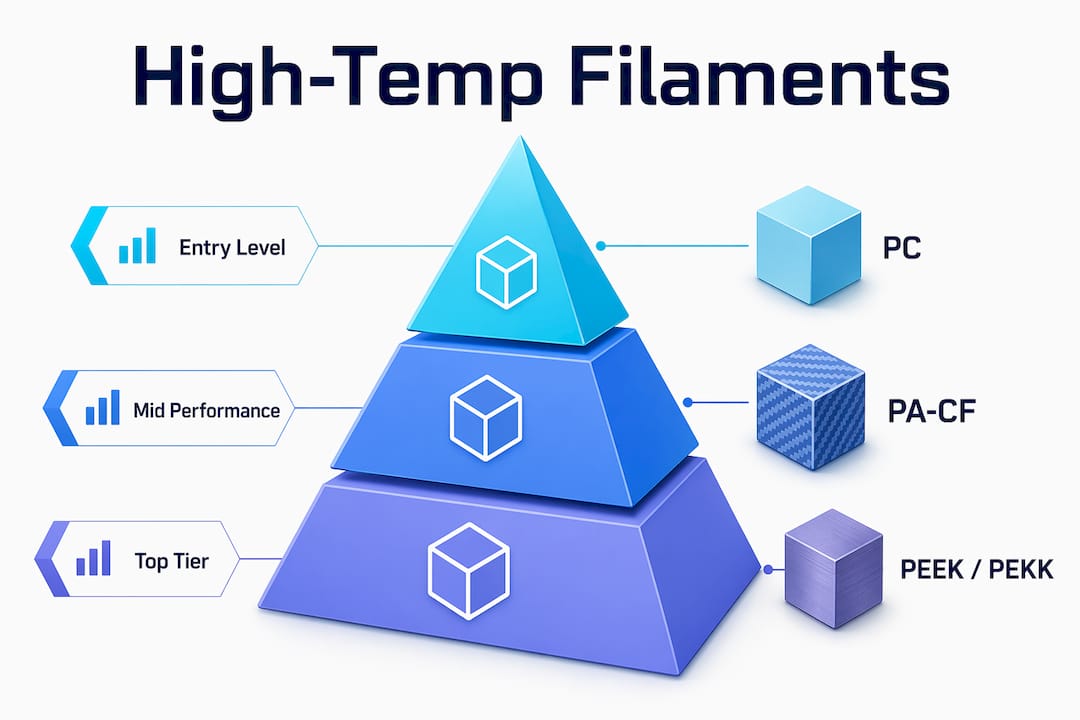
Not all high-temp filaments are equal in performance, processability, or cost. The right choice depends on your thermal target, mechanical requirements, and available hardware.
Polycarbonate (PC) is the entry point for high-temp printing. It offers an HDT of approximately 140°C and good impact resistance, and it bridges the gap between consumer and engineering filament tiers. PC teaches you the fundamentals of high-temp printing without requiring a full industrial machine.
PA-CF (carbon fiber reinforced nylon) pushes thermal performance to 150–180°C while adding stiffness and strength from the carbon fiber fill. The trade-off is hygroscopicity. Nylon absorbs moisture aggressively, and PA-CF parts must be dried before and during printing to maintain quality.
PEI (ULTEM) is the aerospace and medical workhorse. Its amorphous polymer structure gives it dimensional stability and easier printing than semi-crystalline alternatives. The UL 94 V-0 rating and FAR 25.853 certification make it the default choice for regulated industries.
PEEK and PEKK represent the top tier. PEEK has an HDT exceeding 250°C and mechanical properties that rival some metals. It requires controlled slow cooling in a heated chamber to develop the optimal crystalline structure. The hardware cost is high, and the process window is narrow, but no other printable polymer matches its performance ceiling.
| Material | HDT | Key Strength | Main Challenge |
|---|---|---|---|
| Polycarbonate (PC) | ~140°C | Impact resistance, accessible | Moisture sensitivity, warping |
| PA-CF (Nylon CF) | 150–180°C | Stiffness, strength-to-weight | Highly hygroscopic, needs drying |
| PEI (ULTEM) | 200°C+ | Flame retardancy, certifications | High print temp, material cost |
| PEEK / PEKK | 250°C+ | Near-metal strength, biocompatible | Expensive hardware, narrow process window |
For engineers exploring advanced filament materials, the table above is a starting framework. Real-world selection requires testing under actual service conditions, not just comparing spec sheets.
Key takeaways
High-temp filaments are the correct material choice when a part must survive temperatures above 140°C, contact with chemicals, or regulated flame-retardancy requirements.
| Point | Details |
|---|---|
| HDT defines material selection | Match the filament’s HDT to your application’s peak operating temperature, not average temperature. |
| Hardware is non-negotiable | All-metal hotends and actively heated chambers are required, not optional, for PEEK and PEI. |
| Moisture ruins expensive prints | Dry all hygroscopic filaments like PA-CF and PEI before every print run to prevent voids and brittleness. |
| Start with polycarbonate | PC teaches high-temp printing fundamentals at lower hardware cost before advancing to PEEK or PEI. |
| Certifications drive industry adoption | PEI’s UL 94 V-0 and FAR 25.853 ratings make it the default for aerospace and medical applications. |
What I’ve learned from printing with high-temp materials
The most common mistake I see engineers make is treating high-temp filament selection as a spec-sheet exercise. They find a material with the right HDT, order a spool, and load it into a machine that was never designed for it. The print fails, they blame the filament, and they walk away thinking PEEK or PEI is not ready for production use.
The hardware foundation is everything. An all-metal hotend and an actively heated chamber are not upgrades you add later. They are prerequisites. I have seen teams spend weeks troubleshooting delamination and warping in PEEK parts before realizing their chamber was passively enclosed, not actively heated. The fix was a hardware change, not a slicer setting.
Moisture management is the second failure point that catches people off guard. Nylon composites absorb humidity fast. I have opened a spool that sat on a shelf for three days and found it wet enough to produce audible popping during extrusion. A dedicated filament dryer running continuously during long print jobs is not excessive. It is standard practice for anyone printing PA-CF or PEI at volume.
My practical advice: start with polycarbonate. It runs at lower temperatures than PEEK or PEI, it teaches you the warping and adhesion behavior of high-temp materials, and it produces genuinely useful parts. Once you have dialed in your hardware and process with PC, the transition to PEI is manageable. PEEK is a different level entirely and deserves its own dedicated machine and process development time.
The payoff for getting this right is real. Once your process is dialed in, high-temp filaments produce parts with repeatability and mechanical performance that justify the investment many times over.
— Justin
Cc3dlabs prints engineering-grade filaments for demanding applications
Engineers and product developers who need functional prototypes or end-use parts in high-temp materials do not always have the hardware or process expertise in-house. Cc3dlabs, based near Philadelphia, operates professional 3D printing services capable of handling engineering-grade filaments including PC, PA-CF, PEI, and PEEK for prototyping and production runs.

The team at Cc3dlabs advises on material selection based on your application’s thermal, mechanical, and regulatory requirements. Whether you need a single prototype or a batch of functional parts, Cc3dlabs provides free online estimates, design support, and fast turnaround with local pickup or shipping. If your part needs to survive heat, chemicals, or a certification audit, Cc3dlabs has the equipment and expertise to print it correctly the first time.
FAQ
What temperature can high-temp filaments withstand?
High-temp filaments cover a wide range: polycarbonate holds up to approximately 140°C HDT, PEI exceeds 200°C, and PEEK surpasses 250°C. The right threshold depends on your application’s peak operating temperature and load conditions.
Why can’t I print PEEK on a standard desktop printer?
Standard PTFE-lined hotends degrade above 260°C and release toxic fumes, making them unsafe for PEEK extrusion temperatures of 370–400°C. PEEK also requires an actively heated chamber to prevent delamination, which most consumer machines do not provide.
Is PEI safe for medical and aerospace applications?
PEI is certified to FAR 25.853 for aircraft interiors and carries a UL 94 V-0 flame rating, making it the standard choice for regulated aerospace and medical applications. Its amorphous structure also gives it better dimensional stability than semi-crystalline alternatives like PEEK.
Do I need to dry high-temp filaments before printing?
Drying is required for all hygroscopic high-temp filaments, particularly nylon composites and PEI. Moisture absorbed during storage causes steam bubbles during extrusion, producing brittle, porous parts that waste expensive material.
When should I use high-temp filaments instead of standard materials?
Use high-temp filaments when your part will face continuous temperatures above 100°C, contact with chemicals or fuels, prolonged mechanical stress, or flame-retardancy compliance requirements. For parts that operate below those thresholds, standard materials like PETG or ABS are sufficient and easier to process.