TL;DR:
- Digital manufacturing integrates design and production using AI, IoT, and digital twins to enable faster, more flexible production. It replaces manual workflows with a connected, data-driven system, improving productivity and reducing costs. Workforce adaptation and data connectivity are critical for its successful implementation.
Digital manufacturing is defined as an integrated, computer-based approach that connects product design, simulation, and production into a single data-driven system. It uses technologies like AI, IoT, cloud computing, and digital twins to replace disconnected, manual workflows with a unified production environment. The result is faster product development, lower costs, and the ability to respond to market changes without retooling entire production lines. Industry 4.0 frameworks have made this approach the standard for manufacturers who compete on speed and quality. Understanding how it works gives product developers and engineers a real advantage when planning production.
What is digital manufacturing and how does it work?
Digital manufacturing is the practice of integrating CAD design with production systems through AI, IoT, cloud computing, and 3D printing to enable virtual simulation before any physical part is made. The core idea is simple: model everything digitally first, find problems early, and only commit to physical production once the design and process are validated. This approach eliminates the expensive trial-and-error cycles that define traditional manufacturing.
The technologies that power digital manufacturing work together as a system:
- CAD/CAM integration: Computer-aided design (CAD) and computer-aided manufacturing (CAM) software translate product geometry directly into machine instructions, removing manual handoffs between design and production teams.
- Digital twins: A virtual replica of a product, process, or entire factory floor. Engineers run simulations on the twin to detect bottlenecks and design flaws before physical production begins, saving significant retooling costs.
- AI and IoT sensors: Real-time data from connected machines feeds AI models that monitor performance, flag anomalies, and recommend corrective actions automatically.
- Cloud computing: Centralizes data across design, supply chain, and production so every team works from the same live information.
- 3D printing: Converts digital files directly into physical parts, making on-demand production and rapid prototyping practical at any scale.
These technologies synchronize product development and manufacturing into one continuous workflow. A design change made in CAD propagates instantly to the simulation model and the production schedule, rather than requiring weeks of manual updates.
Pro Tip: Before adopting digital manufacturing tools, map your current workflow on paper. Identifying where data gets lost between design and production reveals exactly which technology will deliver the fastest return.
What are the benefits of digital manufacturing vs. traditional methods?
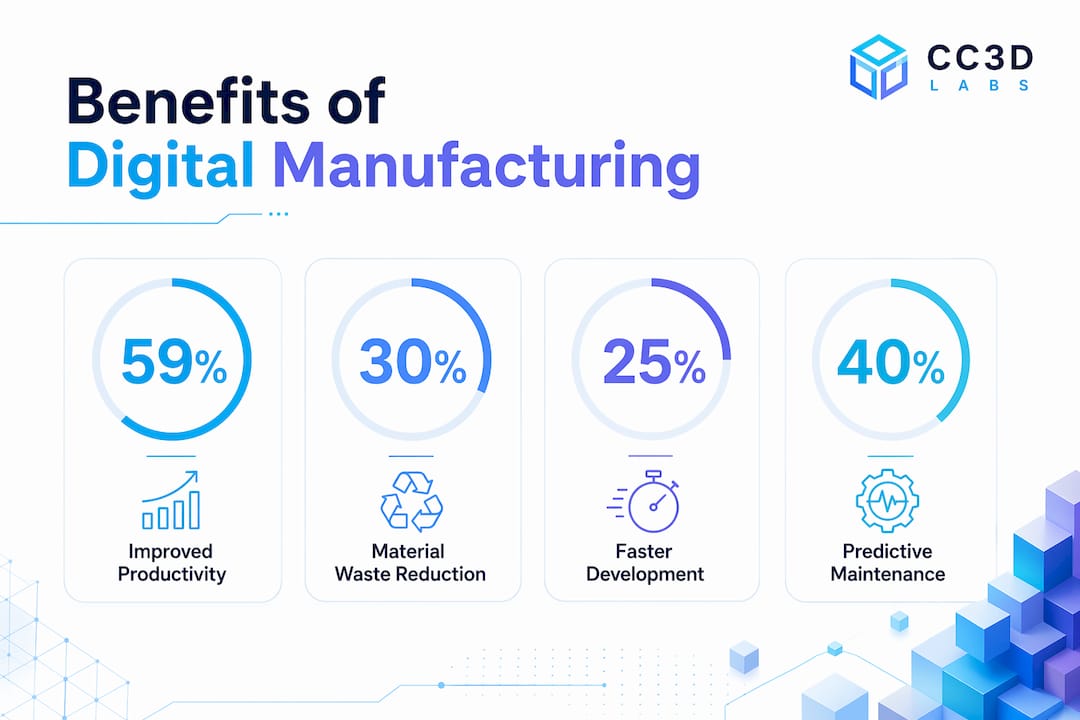
The performance gap between digital and traditional manufacturing is measurable. 59% of manufacturers saw improved productivity after adopting digital manufacturing, with 32% reporting sales growth and 38% reporting profit increases. Those numbers reflect what happens when guesswork is replaced by data at every production stage.
Traditional manufacturing is reactive by nature. A machine fails, production stops, and teams scramble to fix it. Digital manufacturing flips that model entirely. Digital systems detect deviations and recommend corrective actions automatically, shifting operations from manual error correction to predictive intelligence. The factory does not wait for a problem to appear. It anticipates and prevents it.
The practical advantages include:
- Reduced downtime: Predictive maintenance uses real-time sensor data to schedule repairs before equipment fails, cutting unplanned stoppages.
- Lower material waste: Virtual simulation identifies design and process errors before raw materials are consumed.
- Faster iteration cycles: Digital workflows compress the time from concept to prototype from weeks to days.
- Supply chain agility: Integrated data systems let manufacturers adjust production schedules in response to demand shifts without disrupting the entire operation.
- Custom production at scale: Small batch manufacturing becomes economically viable because digital systems eliminate the large setup costs that made short runs impractical on traditional assembly lines.
The shift from reactive to proactive manufacturing is the defining advantage. Traditional methods optimize for stability. Digital manufacturing optimizes for adaptability, which is the more valuable capability in a market where product cycles are measured in months, not years.
Key frameworks and components of digital manufacturing
Digital manufacturing is not a single tool. It is a framework built on several interconnected components, each addressing a different part of the production lifecycle.
Product lifecycle management (PLM)
PLM software manages a product’s data from initial concept through design, manufacturing, and end of life. In a digital manufacturing environment, PLM connects directly to production systems so that engineering changes update manufacturing instructions automatically. This eliminates the version control problems that cause defects in traditional workflows.
Smart factory architecture
A smart factory uses networked machines, sensors, and software to create a self-monitoring production environment. Machines report their own status, production data flows to a central dashboard, and supervisors see the entire operation in real time. The factory floor becomes a data source, not just a physical space.

Unified data ecosystems
True digital manufacturing integrates planning, logistics, quality control, and execution into one intelligent system rather than a collection of isolated automation tools. Many organizations mistake factory automation for digital manufacturing. Automation handles repetitive tasks. Digital manufacturing connects those tasks to every other function in the business, from procurement to customer delivery.
Pro Tip: Audit your data flows before investing in new software. If your design team and production team use separate systems that do not share data automatically, start there. Unified data is the foundation everything else depends on.
Digital twin as a continuous improvement engine
A comprehensive digital twin simulates the product, the manufacturing process, and the factory layout simultaneously. Engineers use it to test changes virtually, measure their impact on throughput and quality, and implement only the modifications that improve outcomes. This makes continuous improvement systematic rather than anecdotal.
| Framework component | Primary benefit |
|---|---|
| PLM integration | Automatic propagation of design changes to production |
| Smart factory sensors | Real-time visibility into machine and process performance |
| Unified data ecosystem | Eliminates silos between design, logistics, and execution |
| Digital twin simulation | Detects flaws and bottlenecks before physical production |
| AI-driven analytics | Converts raw production data into corrective recommendations |
What are real-world examples of digital manufacturing?
Digital manufacturing applies across industries and production scales. The following examples show how the concepts above translate into practice.
-
Rapid prototyping with 3D printing: A product developer uploads a CAD file and receives a physical prototype the same day. No tooling, no minimum order quantity, no waiting for a supplier. Services like those offered by Cc3dlabs make on-demand prototype production accessible to teams of any size.
-
Predictive maintenance in automotive plants: Sensors on CNC machines track vibration, temperature, and cycle time. When readings drift outside normal ranges, the system flags the machine for inspection before it fails. Downtime drops because maintenance is scheduled, not emergency.
-
Digital twin for quality control: A medical device manufacturer builds a digital twin of its assembly process. Every batch is simulated against the twin before production begins. Defect rates fall because problems are caught in simulation, not on the production floor.
-
Agile custom production: A consumer electronics company receives an order for 200 units of a customized enclosure. Because the CAD workflow connects directly to production, the team adjusts the design, validates it in simulation, and starts printing within hours. Traditional tooling would have made that order unprofitable.
-
Supply chain integration: A contract manufacturer connects its production scheduling software to its suppliers’ inventory systems. When a component runs low, the system automatically triggers a purchase order. Lead times shrink because humans are no longer the bottleneck in routine procurement decisions.
Digital manufacturing also enables low-volume production runs that were previously cost-prohibitive. The ability to produce 10 or 10,000 units from the same digital workflow gives businesses the flexibility to test markets before committing to full-scale production.
The common thread across all these examples is data continuity. Every step in the process generates information that feeds the next step. Nothing is lost in translation between departments, and no decision relies on outdated information.
Key Takeaways
Digital manufacturing is the most direct path from product concept to validated, production-ready output because it replaces disconnected manual steps with a single, data-driven system that catches errors before they cost money.
| Point | Details |
|---|---|
| Core definition | Digital manufacturing integrates CAD, AI, IoT, and simulation into one connected production system. |
| Productivity impact | 59% of adopters report improved productivity, with measurable gains in sales and profit. |
| Proactive vs. reactive | Digital systems detect and correct deviations automatically, preventing downtime rather than reacting to it. |
| Unified data is the foundation | Connecting design, logistics, and execution into one data flow is what separates digital manufacturing from simple automation. |
| 3D printing as an entry point | On-demand 3D printing is the most accessible way to apply digital manufacturing principles at any production scale. |
Why the workforce question matters more than the technology
The hardest part of digital manufacturing is not the software. Workforce adaptation is critical, and training and change management impact success more than technology alone. I have seen this play out repeatedly. A company invests in a sophisticated digital twin platform, and six months later the operators are still running the machines the way they always have because nobody explained why the new system matters to them personally.
The technology is only as good as the people who trust it. Operators who understand what the data means make better decisions. Supervisors who know how to read a predictive maintenance alert act on it instead of dismissing it. The cultural shift from “I know this machine” to “the data tells me what this machine needs” takes time and deliberate investment.
The other mistake I see constantly is treating digital manufacturing as a technology project rather than a business transformation. Companies automate individual processes and declare victory. But isolated automation increases complexity rather than reducing it. You end up with more systems that do not talk to each other, more data that nobody can act on, and more frustration than you started with.
The organizations that get this right start with the data flow, not the tools. They ask: where does information break down between design and production? Where do teams make decisions based on stale data? Fix those gaps first. The technology choices become obvious once you know what you are actually trying to connect.
The future of digital manufacturing runs through AI-enhanced digital twins that update in real time and workforce teams trained to act on what those twins reveal. That combination, not any single piece of software, is what creates a genuine competitive advantage.
— Justin
How Cc3dlabs brings digital manufacturing to your projects
Cc3dlabs operates near Philadelphia and provides professional 3D printing and scanning services that fit directly into digital manufacturing workflows. Whether you need a prototype validated from a CAD file or a batch of functional parts produced on demand, Cc3dlabs handles the physical production side with filament-based printing, multi-color output, and metrology-grade 3D scanning.

The team supports CAD integration, design review, and precision manufacturing for businesses and product developers at any scale. If you are applying digital manufacturing principles to a real project, Cc3dlabs 3D printing services give you a production partner who understands the workflow from file to finished part. Explore how 3D printing drives product innovation to see what is possible for your next development cycle.
FAQ
What is digital manufacturing in simple terms?
Digital manufacturing is the use of connected computer systems, including CAD software, AI, IoT sensors, and simulation tools, to design, test, and produce physical goods within a single data-driven workflow.
How does digital manufacturing differ from traditional manufacturing?
Traditional manufacturing is reactive, fixing problems after they occur. Digital manufacturing is proactive, using real-time data and simulation to detect and prevent issues before production begins.
What is a digital twin in manufacturing?
A digital twin is a virtual model of a product, process, or factory that engineers use to run simulations, test changes, and identify problems before committing to physical production.
What are the main benefits of digital manufacturing?
The main benefits include higher productivity, lower material waste, faster product development cycles, predictive maintenance, and the ability to run small custom production batches without large cost penalties.
Is 3D printing part of digital manufacturing?
Yes. 3D printing is a core digital manufacturing technology because it converts CAD files directly into physical parts, enabling on-demand production, rapid prototyping, and custom manufacturing at any scale.