Selecting a three-dimensional printing and scanning service for anything from prototypes to industrial parts leads to delays and unclear pricing more often than not. Many competitors only list vague quote forms, restrict material choices, or focus solely on printing without scanning support. This comparison matches providers to your needs for precise parts, fast turnarounds, and transparency in materials or price structure so you can choose confidently.
Table of contents
- CC 3D Labs
- Philadelphia Precision CNC
- Inconel 3D Printing Service by Btec 3D
- Comparison of alternatives
CC 3d labs
At a glance
Metrology grade 3D scanning operates alongside filament based production at CC 3D Labs’ Philadelphia workshop. The shop produces prototypes, functional parts, and small batch runs using engineering grade materials and multi material color printing. Clients can request free online estimates and choose local pickup or shipping.
Core features
- Custom 3D printing for prototypes and functional parts using filament based processes. This covers parts intended for testing and real use.
- Multi material and multi color 3D printing for models that need distinct materials or visual fidelity. Useful for assemblies and presentation models.
- On demand manufacturing and batch production for short runs and small series. The service supports production scaling from single parts to batches.
- 3D scanning and reverse engineering with metrology grade scanning. This supports repair, calibration, and accurate digital capture of physical parts.
- Engineering grade materials selected for impact, heat, and wear resistance. Options target functional end use and mechanical testing.
Key differentiator
Multi material and multi color printing plus engineering grade materials let CC 3D Labs focus on functional, real world parts made quickly. The combination of detailed filament based printing and metrology grade scanning supports tight tolerances and matched repairs. That mix is uncommon for small local shops that also accept batch orders. The result is a practical bridge from prototype to short run production for designers and engineers.
Pros
-
High print quality and dimensional accuracy. The shop emphasizes precision that matters for functional testing and assembly.
-
Fast local turnaround for Philadelphia area clients. Local pickup reduces shipping time for urgent prototypes.
-
Broad material selection including specialty engineering filaments. That lets you pick materials for heat, wear, or impact resistance.
-
Multi material and multi color capabilities for complex assemblies or presentation pieces. You can show stakeholders realistic prototypes without painting.
-
Complementary services such as scanning, repair, calibration, and design support. That reduces the number of vendors you must coordinate for product development.
Cons
- Coverage for some on site services is limited to specific areas, though the company ships worldwide.
Who it’s for
Manufacturers, product designers, engineers, small production teams, and hobbyists who need precise, durable parts and scanning near Philadelphia will find this service useful. Remote clients who require shipping can also use the lab for parts and scans. The service suits projects that need material choices and realistic multi color prototypes.
Unique value proposition
Free online estimates and local pickup shorten procurement for Philadelphia teams. That lowers the friction of ordering prototypes while preserving access to engineering grade materials and detailed scans. For product developers this reduces the calendar time between design iteration and physical testing. The combination of quoting, local pickup, and shipping makes procurement flexible for local and remote projects.
Real world use case
A Philadelphia startup orders multi material prototypes for a consumer electronics enclosure. The lab scans legacy parts, prints functional prototypes in engineering grade filament, and delivers parts for investor demos. The physical prototypes then move into testing before the startup selects a vendor for large scale tooling.
Pricing
Pricing is provided by quote rather than fixed tiers. The website and staff supply free online estimates so clients can compare material and production options before committing. For accurate costs you must submit part files and production details to receive a tailored quote.
Website: https://cc3dlabs.com
Philadelphia precision CNC
At a glance
Waterjet cutting for high precision sheet metal work operates alongside CNC routing, laser, plasma, and 3D scanning under one roof. The shop handles both medium to large projects and smaller runs for artists and makers. Turnarounds are positioned as fast, with design support and material sourcing available.
Core features
-
CNC routing and engraving for wood, plastic, foam, and other common fabrication materials. Works for signage, molds, and detailed panels.
-
3D scanning and digital recreation to capture shapes and reproduce or modify complex surfaces. Useful for restorations and reverse engineering.
-
Waterjet cutting for high precision cuts in sheet metal and other hard materials. Good where heat from other tools would damage the part.
-
Laser and plasma cutting for thick or high-tolerance parts. Suited to architectural pieces and metal fabrications.
-
Fabrication and installation services including prototype assembly and on or off site build outs. The shop offers project management support.
Key differentiator
Philadelphia Precision CNC combines multiple high-precision cutting methods with on-site 3D scanning and fabrication. That mix lets a single vendor take a part from scanned model to finished, installed piece. The setup benefits clients who want fewer handoffs between scanning, cutting, and assembly. It therefore favors clients with complex fabrication workflows rather than simple one-off cuts.
Pros
-
Offers a wide set of cutting technologies and scanning in one shop. That reduces coordination between vendors and keeps technical knowledge in a single team.
-
Fast turnarounds for medium to large projects are a stated focus. For builders and contractors, that reduces schedule risk on staged work.
-
Design consultation and material sourcing come with project support. Clients who lack a preferred supplier can tap the shops contacts.
-
Serves architects, contractors, artists, and makers with cross-discipline experience. This helps when a project mixes aesthetics and structural demands.
-
Established team with machining and fabrication expertise. That background helps with unusual materials or tight tolerances.
Cons
-
The website provides limited information on pricing and specific lead times. You will likely need to request a quote for any meaningful estimate.
-
There are no clear details about the specific CAD or CAM tools used. That can complicate file prep if you need a particular file format.
-
Public pages lack customer reviews or detailed case studies. That makes it harder to verify performance on projects similar to yours.
When it may not fit
If you need instant online quoting or transparent price lists, this provider will not match that expectation. Clients that rely on a specified CAD toolchain or automated file checks may face extra back-and-forth. If you require a fully documented gallery of past client outcomes before engaging, the site does not supply that level of detail.
Who it’s for
Designers, builders, and makers in the Philadelphia region who need precise cutting combined with scanning and fabrication. Contractors with staged installations will benefit from the shops assembly and project management support. Artists or architects who work with mixed materials and need a single vendor for complex builds will find value here.
Real world use case
A local artist needs custom cut acrylic panels and metal mounting plates for an installation with tight fit tolerances. The shop scans the mockup, programs CNC and laser files, cuts the parts, and assembles the mounts for site installation. The single-vendor workflow reduced scheduling friction and saved a round of vendor handoffs.
Pricing
Pricing is not listed on the public site and is described as informational only. Expect custom quotes based on material, cutting method, part complexity, and installation needs. Contacting the shop for a written estimate is required to get a firm price.
Website: https://philadelphiacnc.com
Inconel 3d printing service by btec 3d
At a glance
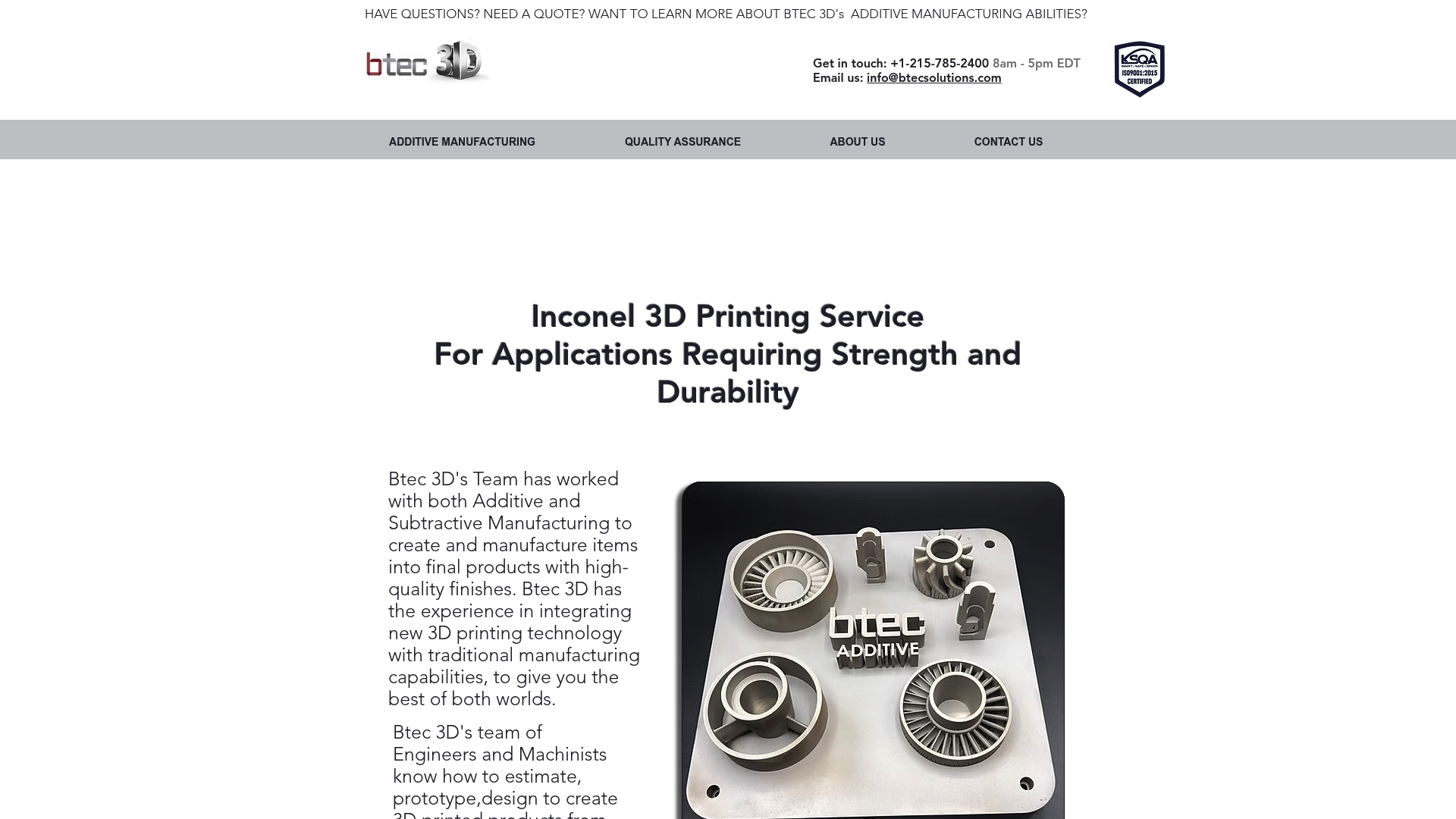
Btec 3D pairs metal powder additive techniques with subtractive finishing to deliver finished Inconel components from design to delivery. The team operates from Croydon, PA, and focuses on industrial tooling and final parts for demanding sectors like aerospace and automotive. Their workflow emphasizes engineering support, quality assurance, and final-part readiness.
Core features
Btec 3D handles metal powder based 3D printing for high strength applications and follows with machining as needed for tight tolerances. The service includes design, prototyping, and estimating steps so you can validate parts before moving to production. Full quality assurance is part of the process, and the team delivers parts with high quality finishes suitable for functional use. The offering targets small batch production and one off custom tooling for industrial customers.
Key differentiator
The standout capability is the combination of additive and subtractive manufacturing inside a single production workflow. That approach lets Btec 3D print near net shapes in Inconel and then machine critical surfaces to meet tolerance and finish requirements. For projects that need both material performance and machined accuracy this reduces handoffs and aligns engineering with final production.
Pros
- Specialized for Inconel applications. The team focuses on high strength metal work relevant to aerospace and automotive needs.
- Combines printing with machining. This reduces coordination between vendors and shortens the iteration loop for tight tolerance parts.
- Engineering and prototyping support. Btec 3D offers design and estimating help so you can move prototypes toward production with fewer surprises.
- Full quality assurance and production finishing. The service produces parts that are ready for functional use rather than just printed test pieces.
- Local production in Croydon, PA. Local pickup and closer project oversight are available for nearby manufacturers.
Cons
- Pricing and specific lead time details are not publicly listed in the provided materials, which makes budgeting harder up front.
- The offering concentrates on metal parts, primarily Inconel, so it does not serve non metal prototyping needs.
- The provided data lacks clarity on the broader material portfolio, so if you need alternate alloys you will need to confirm availability directly.
When it may not fit
If your project requires rapid prototyping in plastics or composite materials this service is the wrong fit. If you need transparent online pricing for quick vendor comparison the limited public pricing information will slow procurement. For large volume metal runs you should confirm capacity and lead times with Btec 3D before committing.
Who it’s for
Manufacturers and engineers who need durable, high strength metal components with machined tolerances will get the most value. The service suits aerospace and automotive teams, tooling shops, and product developers needing finished Inconel parts rather than raw printed blanks. It also fits buyers who prefer a single vendor for print and machine steps.
Real world use case
An aerospace supplier worked with Btec 3D to produce Inconel fuel system parts. The supplier used Btec 3D for design review, printed near net shapes, and then had critical sealing surfaces machined to print drawing tolerances. The result was delivery of ready to install components with documented quality checks.
Pricing
Pricing is not specified in the available product information. Expect custom quotes based on part geometry, material use, post processing, and batch size. Contact Btec 3D for an estimate and lead time for your specific application.
Website: https://btec3d.com
Comparison of alternatives
When considering top-tier three-dimensional printing and scanning services, understanding the strengths of each provider informs choice. Let’s examine the offerings of CC 3D Labs, Philadelphia Precision CNC, and Inconel 3D Printing Service by Btec 3D to illuminate their distinctive advantages.
Flexibility in material offerings
CC 3D Labs specializes in filament-based, multi-material capabilities suitable for prototypes and functional parts. This supports diverse material needs by offering engineering-grade options. In contrast, Btec 3D excels in Inconel metal production augmented by precision machining, ideal for high-strength applications in aerospace sectors where robustness under extreme conditions is.
Workflow and project scope alignment
Philadelphia Precision CNC provides a workflow accommodating scanning, cutting, and assembly stages, allowing smooth management of complex projects. This is ideal for clients pursuing intricate fabrication tasks or artistic installations requiring integrated solutions. CC 3D Labs, while excelling in scanning and localized production, may not offer this full-spectrum fabrication service.
Best fit
- Projects requiring high-resolution, multi-material prototyping, and engineering-grade materials will benefit from CC 3D Labs’ tailored capabilities.
- Clients needing high-strength metal parts, particularly in demanding applications like aerospace or automotive, will find Btec 3D an excellent choice.
- For creative endeavors or projects necessitating integrated design and installation workflows, Philadelphia Precision CNC presents a powerful option.
Our pick
CC 3D Labs stands out for its emphasis on precise engineering material application combined with advanced scanning technology. This makes it particularly well-suited for users seeking responsive, high-accuracy prototyping services and short-run production. However, if metal-based production or fabrication workflows are prioritized, selecting an alternative provider may better align with your needs.
To identify the best service provider for three-dimensional printing and scanning needs, the following table highlights and compares top alternatives based on core features and distinguishing elements.
| Provider | Core Offering | Key Differentiator | Best For | Pricing |
|---|---|---|---|---|
| Cc3dlabs | Prototyping, multi-material printing, and metrology scanning | Combines detailed printing with engineering-grade output | Local and remote clients needing durable prototypes | Not disclosed |
| Philadelphia Precision CNC | CNC routing, waterjet cutting, scanning, and fabrication | Integrates scanning and fabricating within one workflow | Builders and designers with complex fabrication needs | Not disclosed |
| Btec 3D | Inconel 3D printing with machining | Blends additive and subtractive processes for final parts | Aerospace manufacturers requiring high-strength components | Not disclosed |
Discover a reliable print3dllc.net alternative with Cc3dlabs
If you are searching for dependable, high precision 3D printing services that go beyond basic production, Cc3dlabs offers a trusted alternative to print3dllc.net. This Philadelphia-based provider specializes in engineering grade filament prints, multi-color capabilities, and metrology-grade 3D scanning—ideal for functional prototypes and small batch production. Their flexible options, including free online estimates and local pickup, target the key pain points of rapid turnaround, accuracy, and material variety.

Explore how Cc3dlabs can support your most demanding projects by visiting Cc3dlabs. Request a free quote today and experience precise, durable parts delivered with speed and expertise tailored just for your development needs.
FAQ
How does Cc3dlabs support multi material and multi color printing for prototypes?
Cc3dlabs offers multi material and multi color 3D printing that allows for detailed assemblies and presentation models. This capability supports realistic prototypes without requiring additional finishing work. If you’re seeking to create complex models that stand out, Cc3dlabs will meet your needs effectively.
What is the difference between Cc3dlabs and philadelphia precision CNC in terms of services?
Philadelphia Precision CNC excels in offering a wider variety of cutting methods like waterjet and CNC routing, beneficial for large, complex industrial projects. In contrast, Cc3dlabs specializes in custom 3D printing and scanning, making it a better fit for those needing rapid prototyping of functional parts. Choose Cc3dlabs for precise, durable prototypes that require engineering grade materials.
Can i rely on Cc3dlabs for engineering grade materials?
Cc3dlabs utilizes engineering grade materials that provide impact, heat, and wear resistance, targeting functional end use and mechanical testing. This focus on quality ensures that your prototypes can withstand real-world applications. If you’re developing parts that need to endure, Cc3dlabs is the right choice.
How does Cc3dlabs’ quotation process work?
Cc3dlabs provides free online estimates for clients wanting to compare material and production options before making a decision. By submitting part files and production details, you receive a tailored quote, allowing for informed budgeting. This makes it easy to kickstart your project without upfront commitments.
What advantages does Cc3dlabs offer for local clients in philadelphia?
Cc3dlabs ensures fast local turnaround for clients in the Philadelphia area, enabling local pickup which greatly reduces shipping time for urgent prototypes. This local focus allows for quicker access to engineering services and materials, making it the ideal option for time-sensitive projects.