Getting custom 3D printed parts or prototypes often means slow quotes, limited material choices, or unclear policies on accuracy and turnaround. Many service providers hide pricing behind request-only estimates, restrict specialty filaments, or skip essential post-processing, making it difficult to line up production to your project timeline or specs. This comparison lets you match print options, material support, and order workflows across six providers so you can choose one that meets your technical and scheduling needs without guesswork.
Table of Contents
- CC 3D Labs
- 3D Printing & Copy Center
- Printable Labs
- Imprints Unlimited
- M3 Printing
- PixelWave Labs
- Comparative Analysis: Exploring Custom 3D Printing Services
CC 3D Labs
At a Glance
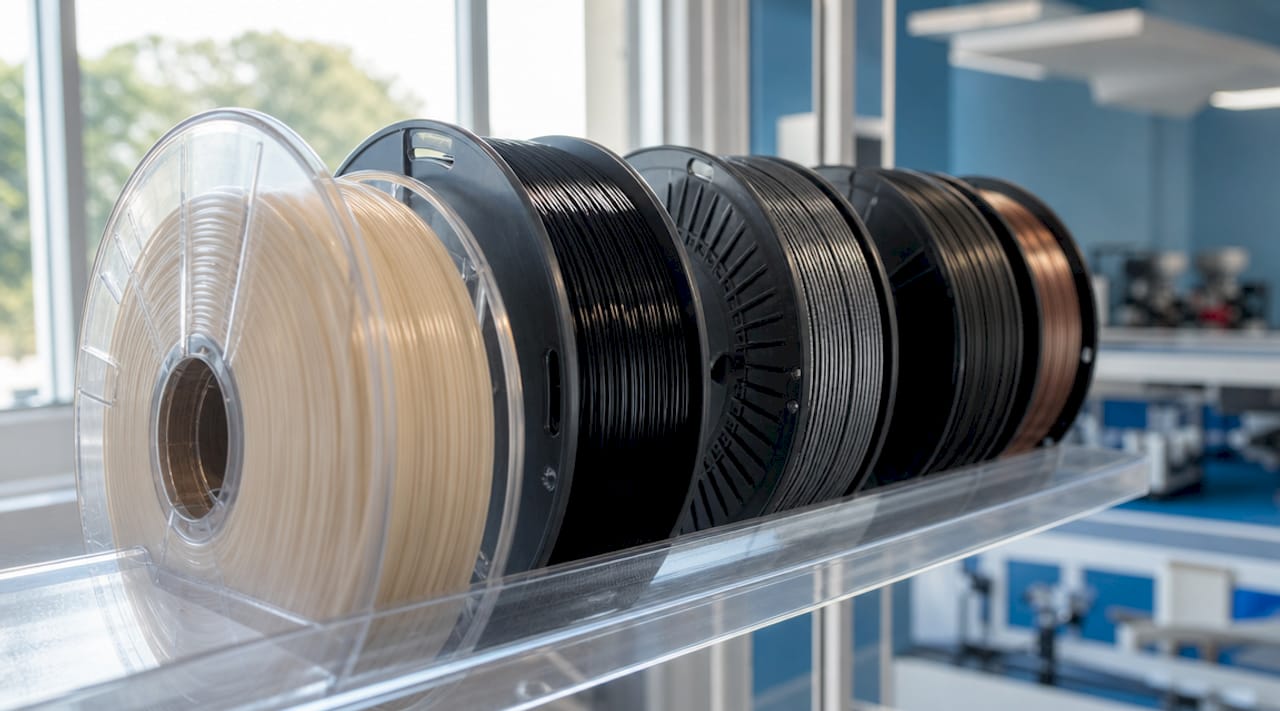
Metrology-grade 3D scanning paired with multi-material, full-color filament printing — including carbon fiber and specialty filaments — gives you both precise measurement and production in one local supplier.
Cc3dlabs focuses on prototypes, functional parts, and small batch production with an emphasis on accuracy, repeatability, and quick turnaround near Philadelphia and Bucks County.
Core Features
- Metrology-grade 3D scanning for precise digital models and reverse engineering.
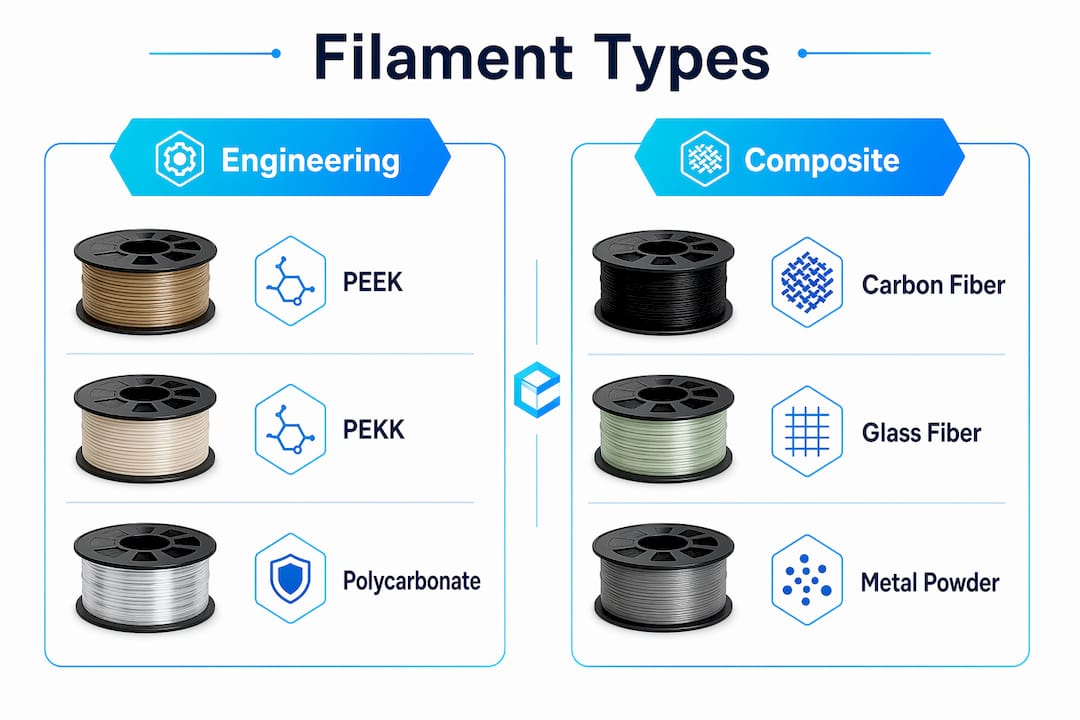
- Multi-color and multi-material printing across PLA, ABS, PETG, TPU, Nylon, Carbon Fiber, and specialty filaments.
- Dimensional accuracy processes and calibrated print workflows to support repeatable results.
- Support for prototypes, functional parts, batch production, CAD modeling, and design assistance.
Key Differentiator
Multi-material, full-color filament printing combined with metrology-grade scanning and local pickup or shipping speeds iteration between scanning and production.
Cc3dlabs advertises a dimensional accuracy guarantee and process calibration that underpins tradeoffs between visual prototypes and production intent.
Pros
- Third-party reviews note excellent precision and repeatability, which matters when you need fit and function on first pass.
- Fast local turnaround shortens iteration cycles for Philadelphia area teams, reducing calendar drag on product schedules.
- Wide material support lets you test mechanical properties with TPU, Nylon, and carbon fiber filled filaments without switching vendors.
- Multi-color prints help reviewers and stakeholders evaluate assemblies visually without additional painting or post work.
- Scanning plus printing under one roof reduces file transfer friction between metrology output and printer-ready models.
Cons
- No in-house post-processing like painting or sanding; complex surface finishing requires an external shop or an additional vendor relationship.
Who It’s For
Product developers, engineers, and small to medium manufacturers in the Philadelphia and Bucks County region who need reliable, high-precision FDM prints and metrology scans for prototyping, validation, or short production runs.
Unique Value Proposition
Keeping metrology-grade scanning and multi-material filament printing local changes how you schedule validation cycles. With scanning, inspection feedback lands directly back on the print floor, which tightens the loop between measurement and corrected iterations.
This reduces vendor handoffs and speeds sign-off when dimensional accuracy matters.
Real World Use Case
A local product design firm commissions Cc3dlabs to produce prototype housings. They use multi-color print jobs for stakeholder reviews and metrology scans to validate critical interfaces before tooling decisions, cutting one fabrication round from the schedule.
Pricing
Pricing is project specific and quoted per job. Cc3dlabs provides free online estimates, design support options, and choices for local pickup or shipping depending on order size and material selection.
Website: https://cc3dlabs.com
3D Printing & Copy Center
At a Glance
Branded corporate portals and web to print storefronts let organizations centralize staff ordering and asset control from a single hub. The shop operates out of Tullytown, PA and pairs local pickup options with shipping for broader clients.
Core Features
- Branded corporate portals and web to print storefronts for staff ordering and brand control.
- Wide catalog of printed products: business cards, envelopes, banners, posters, signage, presentation folders, rack cards, and sell sheets.
- Custom quote and file upload options to handle nonstandard sizes and specialty finishes.
- Templates and resource content to keep branding consistent across campaigns and teams.
- Fast production focus aimed at balancing quality and affordability for business runs.
Key Differentiator
The combination of customizable web to print portals plus a broad product mix makes this provider practical for teams that want centralized ordering without a complex vendor integration. Personalized customer service supports portal setup and helps keep repeat orders consistent and on brand.
Pros
- Helpful customer support. Staff proactively resolves file or proof issues, which reduces back and forth during tight turnarounds.
- Branded portals simplify corporate ordering. Marketing teams get consistent outputs and fewer incorrect staff orders.
- Broad product selection. You can source small run marketing collateral and large format signage from the same vendor.
- Templates and resources lower design errors. That saves time on proof approvals and keeps print runs correct.
Cons
- Limited third party reviews make it hard to gauge long term reliability across many customers.
- Pricing is listed as informational only, so you will typically request a custom quote rather than find published rates.
- No listed third party integrations. If you need automated e commerce or PIM links you may need a manual workflow.
Who It’s For
Small to medium sized businesses and marketing teams that need branded collateral and prefer a vendor who will manage templates and portal configuration. Also useful for local organizations that want pickup plus shipping options across nearby markets.
Real World Use Case
A local retailer uses the web to print storefront to keep business cards, envelope runs, and event banners on brand. The marketing lead places uniform orders for multiple locations and reduces proofing errors by using the company templates in the portal.
Pricing
Pricing is handled by custom quote and is described in vendor materials as informational only. Expect per project estimates for special finishes, large format prints, and branded portal setup rather than fixed published rates.
Website: https://3d-printing.com
Printable Labs
At a Glance
Printable Labs publishes a curated catalog of ready-to-print scientific kits while supporting materials from PLA to TPU-95 and a workflow-friendly connection to PrusaSlicer. The platform blends a model repository and expert guidance aimed at research and education use cases.
Core Features
Printable Labs focuses on research-oriented additive manufacturing with a few clear capabilities.
- Custom 3D printing services for submitted models and tailored scientific kits.
- Curated catalog of ready-to-print laboratory items and experiment kits for classrooms and labs.
- Expert guidance through design and print preparation to avoid common failure modes.
- Flexible material options including PLA, PETG, TPU-95, ABS, and ASA for functional prototypes.
Key Differentiator
The vendor positions its design process around research-driven insights so parts transfer from CAD to physical component with fewer iterations. That emphasis on scientific fit narrows its focus compared with broader consumer marketplaces and aligns deliverables to experimental tolerances and lab workflows.
Pros
- Helpful, ad-free model repository that community members report liking; the collection is concentrated on lab and research needs rather than hobby prints.
- Strong workflow compatibility with PrusaSlicer, which simplifies slicer settings handoff for labs using that toolchain.
- Active community support that helps researchers solve print prep and material selection questions quickly.
- High-quality designs targeted at scientific applications, reducing rework for prototypes used in experiments.
- Curated selection of kits speeds procurement for educators assembling lab exercises or student projects.
Cons
- Several users report revoked reward points, which creates friction for contributors who expect consistent credit for uploads or purchases.
- Intellectual property security is a concern for some creators; reports indicate fears about design copying and exposure.
- File renaming errors have been logged by users, and that can break automated slicer workflows or require manual fixes before printing.
When It May Not Fit
If your lab requires formal IP custody, NDAs, or audited design provenance, Printable Labs may not meet those governance needs without additional legal controls. Also, teams that require strict filename integrity for automated pipelines will find the occasional renaming problematic.
Notable Integrations
Printable Labs lists integration with PrusaSlicer to streamline slicing settings and reduce manual configuration steps. That integration is useful for teams that standardize on Prusa hardware or that export preset profiles for repeatable lab prints.
Who It’s For
Researchers, scientists, educators, and academic institutions that need precise, research-oriented 3D prints and ready-to-run scientific kits. Best for groups that value community knowledge and curated lab-focused designs over mass-market part libraries.
Real World Use Case
A university lab orders a set of custom-printed lab accessories and student kits. Printable Labs provides material recommendations, prepares files to match lab tolerances, and supplies ready-to-print kits that instructors use across multiple course sections.
Pricing
The product data marks pricing as not applicable and informational only. Printable Labs does not publish a standard price list in the provided data, so expect quotes or per-item pricing rather than a public subscription table.
Website: https://printable-labs.com
Imprints Unlimited
At a Glance
Established in 1984, Imprints Unlimited markets a long local history and a client roster that the vendor says includes Fortune 500 firms, nonprofits, and government agencies. Public reviews, however, flag recurring customer service and communication problems that buyers should weigh against that longevity claim.
Core Features
- Offset and digital printing for short runs, long runs, and commercial jobs.
- Print on Demand and Mail Fulfillment services for personalized campaigns and batch distribution.
- Direct mail marketing with database management and presorting to meet postal requirements.
- Security safeguards and processes that the company says comply with HIPAA and data protection standards.
Key Differentiator
Marketing materials highlight Imprints Unlimited’s long-standing Philadelphia presence and a broad portfolio spanning print, direct mail, and branded merchandise. The vendor also notes a recent expansion into promotional products after acquisition by BTC Envelopes and Printing, a change that widens the one-stop-shop appeal for agencies and corporate buyers.
Pros
- Established market tenure that supports institutional knowledge for repeat commercial print jobs. This helps when specs get complex across multiple runs.
- Wide service scope covering short digital jobs and classic offset work, which reduces the need to split orders among suppliers.
- Certified minority-owned business status, which can meet supplier diversity goals for public and private sector contracts.
- National and local fulfillment capability, useful when you need both regional pickup and multi-state shipping.
- Expansion into promotional products makes it easier to bundle branded merchandise with printed collateral for single-vendor purchasing.
Cons
- Multiple public reviews describe unprofessional or unhelpful interactions with staff and management. That pattern raises red flags for projects that require tight client communication.
- Customers report communication gaps and a lack of transparency on policies and timelines, which complicates scheduling when deadlines are strict.
- Reports of slow or rude responses from management make escalation risky for time sensitive campaigns.
- Some buyers describe unclear payment and shipping procedures that increased administrative overhead on large orders.
When It May Not Fit
If you need hands-on, highly responsive account management for recurring campaigns, this provider may disappoint based on the user feedback above. Clients that prefer online quoting, instant proofs, or robust self-service order management will find the vendor’s current options limited.
Who It’s For
Marketing teams, procurement officers, and organizations that need a single supplier for commercial printing, direct mail campaigns, and branded merchandise. Best for buyers willing to accept phone or in-person account handling rather than full online control.
Real World Use Case
A marketing team prints personalized flyers, assembles a matched promotional item, and uses mail fulfillment to send segmented batches. Imprints Unlimited handles the variable data printing, matchback presorting, and parceling for regional distribution while packaging the promotional merchandise into the same shipment.
Pricing
No public price list is available. Pricing is project based and typically provided after specification of run length, materials, finishing, and fulfillment needs. Requesting a written estimate and a clear production timeline before committing is advisable.
Website: https://imprints-unlimited.com
M3 Printing
At a Glance
Same day printing options exist for select products, and M3 Printing pairs those with mailing list services for direct mail campaigns. M3 Printing’s marketing highlights highly positive customer reviews, a claim referenced throughout this entry.
Core Features
M3 Printing delivers a broad product catalog that includes business cards, flyers, brochures, banners, stickers, and posters. They offer design services for custom graphics and branding plus mailing services and mailing list support for targeted campaigns. The service lets you pick paper type, finishing, sizing, and offers same day options for certain items.
Key Differentiator
The clear angle is speed plus marketing support: quick production windows combined with in-house design and mailing capabilities. For teams launching events or tight product rollouts, having design, print, and mail under one online order flow reduces handoffs and shortens the calendar from brief to delivery.
Pros
-
Fast turnaround lowers calendar risk. For urgent print runs, same day options remove a common bottleneck when timing is fixed.
-
End-to-end support from creative to postage. Running a local campaign is simpler when design and mailing list handling live in the same supplier relationship.
-
Custom options for materials and finishing let you match tactile expectations for prototype packaging, swag, or premium collateral.
-
The vendor advertises a long track record with diverse clients, which is useful when you need a partner familiar with event, nonprofit, and business needs.
Cons
-
Online customization tools are not well documented in the provided content, so complex layout edits may require direct interaction with staff rather than self-serve controls.
-
Pricing varies by product and spec, and the site lists start prices only for some items, which makes quick budgeting estimates less precise for bespoke orders.
-
Some products may have minimum quantities or specific turnaround constraints that limit one-off prints or micro runs.
When It May Not Fit
If you need instant in-store pickup or a retail point-of-sale presence, M3 Printing’s online order and shipping model is a poor match. Also, if your workflow depends on a fully featured online design editor for iterative proofing, the limited detail about those tools suggests you should confirm capabilities before committing.
Who It’s For
Small to medium-sized businesses, event organizers, nonprofits, and entrepreneurs who need marketing materials produced quickly and who prefer one vendor for design, print, and mailing. Best when timing matters and you want fewer handoffs between agencies and printers.
Real World Use Case
A startup planning a local product launch used M3 Printing to design business cards, print flyers, and produce a banner for the venue. The team ordered design support plus a mailing run to a segmented local list so invites and promotional postcards arrived the week before the event.
Pricing
Pricing depends on product type and customization. The site lists example start prices such as business cards at $11.43 and flyers at $12.93; full quotes require selecting size, stock, finishing, and quantity. Shipping options range from ground to next day, which affects final cost.
Website: https://m3printing.com
PixelWave Labs
![]()
At a Glance
Offers 24/7 customer support and a gang sheet builder that helps you pack multiple designs into a single print run for bulk orders. The vendor positions itself as a veteran owned, family run shop focused on handcrafted customization and door-to-door shipping.
Check the gang sheet workflow with a small sample before scaling.
Core Features
Custom apparel catalog plus tools for bulk layout and personalization.
- Customizable garments: T-shirts, sweatshirts, hoodies, and metal prints with multiple size and color choices.
- Gang sheet builder for combining many small designs into efficient print runs, which reduces setup on mixed orders.
- Bulk and branding support, secure card and PayPal payments, and fast shipping options.
Run a single mock gang sheet to validate spacing, bleed, and layout before placing a large order.
Key Differentiator
The standout is that gang sheet workflow. PixelWave Labs makes mixing dozens of small designs into one printable sheet a formal part of the ordering process, which is helpful for event runs and promotional merchandise.
Use that feature early in the quoting process to lower per-piece costs.
Pros
- Rapid, responsive support available around the clock helps tight-deadline projects recover from last-minute art issues. Ask for a point person.
- Handles both single-item personalization and bulk branding orders, so you can run a handful of gifts or a thousand-event shirts with the same vendor.
- Secure checkout via credit card and PayPal reduces procurement friction for small teams and solo creators.
- Veteran owned and family run, which the company uses to emphasize direct accountability and hand-finished quality.
- Fast door-to-door shipping shrinks lead times for physical events and retail pop-ups.
Request a sample print and a named contact before committing to a large run.
Cons
- Pricing details are not published; quotes are required which makes rapid cost comparisons harder for tight budgets.
- No integrations or plugin ecosystem for storefronts and order automation are listed, so e-commerce teams must handle fulfillment coordination manually.
- Handcrafted processes introduce natural variation between pieces, which may be unacceptable for strict batch-to-batch color tolerance.
- International shipping and explicit minimum order quantity policies are not mentioned, creating uncertainty for nonlocal buyers.
Ask for a written MOQ, a sample swatch, and a shipping estimate in your first inquiry.
When It May Not Fit
If you need certified color matching or ISO-style process control for industrial-grade consistency, PixelWave’s handcrafted model may not meet tight tolerances. If you run automated e-commerce flows that require API order routing, the lack of integrations will slow operations.
For high-volume manufacturing with strict specs, confirm process controls and sample approval before placing a production order.
Who It’s For
Individuals, small businesses, marketing teams, and event organizers who need personalized apparel or mixed-design bulk prints and value hands-on service. Independent creators who want limited runs with custom artwork will find the workflow familiar.
Contact them for a branded sample run to vet fit, print placement, and color.
Real World Use Case
A small marketing firm used the gang sheet builder to combine ten logo variations and several shirt sizes into one print run for a regional event. The company reduced setup overhead and received boxes ready for distribution on the event day.
Start with a pilot order that mirrors your full-sell mix to validate lead time and quality.
Pricing
PixelWave Labs does not list standard price tables. Pricing is handled by custom quote and will vary by garment, print area, print method, and order quantity. Expect per-piece costs to fall as volumes rise via gang sheet optimization.
Request a written estimate with itemized setup, per-piece pricing, MOQ, and shipping terms.
Website: https://pixelwavelabs.com
Comparative Analysis: Exploring Custom 3D Printing Services
When comparing custom 3D printing services, several factors such as material options, service proximity, and overall use case support play key roles in determining the appropriate provider for diverse requirements.
Material and Process Versatility
CC 3D Labs excels in its wide array of material options, including PLA, ABS, TPU, Nylon, and specialty materials like carbon fiber. Meanwhile, Printable Labs also supports varied materials with a particular emphasis on research-driven designs and scientific applications. However, for enterprises or individual designers aiming to prototype or manufacture parts requiring metrology-grade scanning integrated with multi-material printing, Cc3dlabs.com’s workflow aligns tightly with this advanced need. Concerns about intellectual property and naming errors might deter certain users from other competitors like Printable Labs.
Support and Customer Engagement
Customer assistance is another differentiating factor. Providers like PixelWave Labs and 3D Printing & Copy Center emphasize their responsive and engaged customer service. For instance, the round-the-clock support provided by PixelWave Labs ensures that critical last-minute adjustments can be efficiently managed. Additionally, 3D Printing & Copy Center’s proactive approach prevents potential roadblocks during proof approvals. However, while Imprints Unlimited has extensive experience, mixed customer feedback suggests potential risks related to their communication effectiveness for time-sensitive projects.
Best Fit Guidance
- For product developers in need of high-precision prototyping and functional small batch production: Cc3dlabs.com is ideal.
- For researchers and educators requiring curated lab-focused designs: Printable Labs aligns well.
- For marketing teams and event organizers in need of quick promotional material production: M3 Printing is highly suitable.
- For small businesses seeking customizable apparel and merchandise for events: PixelWave Labs excels in tailored, handcrafted products.
Our Pick: CC 3D Labs
CC 3D Labs stands out as a choice for organizations located in the Philadelphia and Bucks County area needing precise metrological 3D scanning combined with advanced 3D printing capabilities across a range of materials. However, organizations requiring extensive surface finishing services may find an alternate provider better suited to such needs.
Custom 3D Printing Services Compared
Explore how local and specialized 3D printing solutions compare based on features, material versatility, and customer-specific applications.
| Service Provider | Core Feature | Key Differentiator | Best For | Notable Limitation | Pricing |
|---|---|---|---|---|---|
| Cc3dlabs | Metrology-grade 3D scanning and multi-material filament printing | High-accuracy prototyping with local delivery options | Engineers and manufacturers needing high-precision small batch production | No in-house post-processing capabilities | Not disclosed |
| 3D Printing & Copy Center | Centralized web-to-print portals and varied printed product selection | Comprehensive branding solutions focusing on corporate design consistency | Marketing and branding teams | Limited integration for automated workflows | Not disclosed |
| Printable Labs | Curated scientific kits and model repository tailored to research-oriented additive manufacturing | Focused on education and scientific lab applications | Educators and researchers requiring lab-specific 3D printed components | Reports of inconsistent treatment for contributor reward points | Not disclosed |
| M3 Printing | Conservative designs and fast-turnaround production for professional marketing assets | Combines quick production times with direct mailing services | Small teams and marketing campaigns requiring expedited material creation | Online customization tools insufficiently detailed for elaborate design requirements | Variable, starts at $11.43 |
| Imprints Unlimited | Offset printing, digital runs, and established expertise in fulfillment | Marketing collateral provider with a focus on diverse material printing solutions | Procurement professionals seeking long-term vendor reliability | Issues reported regarding customer communication and service transparency | Project-based quotes |
| PixelWave Labs | Gang sheet builder for efficient design batching onto apparel printing mediums | Optimized production for small custom apparel printing runs | Small businesses and independent creators working on mixed-design orders | Handcrafted processes may introduce variability in color or layout | Project quotes only |
Choose Cc3dlabs for Precise and Reliable 3D Printing Solutions
Finding dependable printwavelabs.com alternatives can feel overwhelming when accuracy and quick turnaround matter most. Cc3dlabs solves this by combining metrology-grade 3D scanning with multi-material, full-color filament printing to deliver highly precise prototypes and functional parts. Clients near Philadelphia benefit from fast local service that reduces iteration times and avoids common vendor handoff delays.

Explore how Cc3dlabs can improve your product development cycle with tailored solutions and expert design support. Visit Cc3dlabs now and request a free online estimate to move from concept to production with confidence and speed.
Frequently Asked Questions
How does Cc3dlabs ensure precision in 3D printing?
Cc3dlabs guarantees dimensional accuracy through calibrated print workflows that support repeatable results. Their emphasis on metrology-grade 3D scanning paired with multi-material printing enables both precise measurement and production. This means you can expect reliable custom prints right from the first pass.
What is the difference between Cc3dlabs and Printable Labs for educational use?
Printable Labs offers tailored scientific kits designed specifically for research and education scenarios, aiding in streamlined lab exercises. In contrast, Cc3dlabs focuses on prototypes and functional parts, which may not include the specific kits and expert guidance aimed at educational settings. If you’re looking for custom scientific materials, Printable Labs could be a better fit.
Can I use Cc3dlabs to create multi-material parts?
Cc3dlabs effectively supports multi-material printing, enabling the use of specialty filaments like carbon fiber and TPU in one go. Their capability to provide both multi-color and multi-material options allows for complex design iterations without the need to switch vendors, ensuring a smoother workflow for your projects.
Does Printable Labs provide any post-processing services similar to Cc3dlabs?
Printable Labs focuses primarily on ready-to-print kits and does not advertise in-house post-processing services like painting or sanding, which is a limitation also noted about Cc3dlabs. If post-processing is essential for your project, it may be necessary to consider external options with either provider.
What pricing model does Cc3dlabs use for its custom 3D printing services?
Cc3dlabs operates on a project-specific pricing model, providing free online estimates for custom jobs based on materials and size. Prospective clients can expect to receive tailored quotes that align with their unique specifications, allowing for better budget planning.
How quickly can I expect turnaround from Cc3dlabs compared to other providers?
Cc3dlabs offers fast local turnaround times, significantly reducing iteration cycles for teams in the Philadelphia area. The quick production timeline facilitates tight schedules, making it an ideal choice for urgent project needs and speedy validations.