Choosing a custom 3D printing and scanning provider that delivers both visual accuracy and functional part validation is difficult when comparing limited alternatives. Many popular providers lack either advanced multicolor support, metrology-grade scanning, or transparent, project-specific pricing for prototypes and small production runs. This comparison reveals price, material capabilities, and finishing quality across three leading Customcolor3d.com alternatives so you can pick the right fit for your project.
Table of Contents
CC 3D Labs
At a Glance
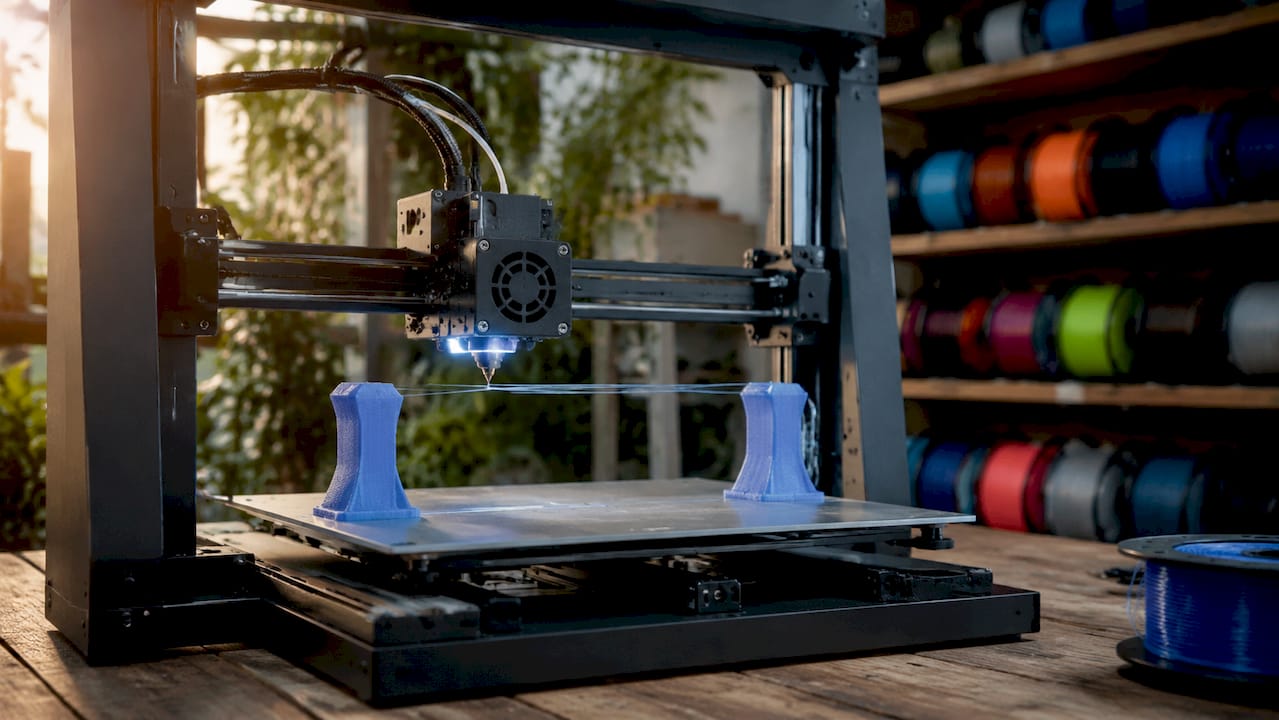
Metrology-grade 3D scanning sits beside multicolor, multi material filament printing under one roof near Philadelphia. The shop supports prototypes, functional parts, and short-run production with engineering-grade materials such as Nylon and carbon fiber blends. Turnarounds are positioned as fast with local pickup and nationwide shipping available for business and individual clients.
Core Features
- Filament-based 3D printing across PLA, ABS, PETG, TPU, Nylon, and carbon fiber options for functional parts and prototypes.
- Multicolor and multi material printing for realistic, assembled or single-print visual parts.
- Metrology-grade 3D scanning for accurate reverse engineering and quality checks.
- Design services including CAD modeling, STL repair, and CAD conversions to prep parts for printing.
- Short run manufacturing and batch production support for small business orders.
Key Differentiator
Expertise in multicolor, multi material filament printing paired with metrology-grade scanning and quality control sets this provider apart. That combination lets teams produce visually accurate prototypes and then validate dimensions with scanning before moving to small production runs. The focus aligns with functional, industrial use where traceable measurement matters.
Pros
-
High precision and dimensional accuracy. Their scanning plus print workflow reduces iteration risk for functional parts.
-
Fast local communication and pickup options. Local teams save time compared with long remote feedback cycles.
-
Wide material selection including engineering filaments and carbon fiber blends. You can pick materials for mechanical strength and wear resistance.
-
Support for both one-off prototypes and short production runs. The process moves from CAD adjustments to batch printing without switching vendors.
-
Design and repair support for STL and mesh files. That lowers overhead when files need quick fixes before printing.
Cons
- Focus primarily on filament and FDM technology, which may not meet needs for the highest resolution resin or SLS applications.
Who It’s For
Product designers, small manufacturers, and hobbyists near Philadelphia who need reliable filament prints and precise scans for functional testing. Teams that iterate on physical parts and need dimensional validation will find the combined printing and scanning workflow useful. Remote clients who accept shipping also fit the profile.
Unique Value Proposition
Free online estimates and local pickup combined with metrology-grade scanning shorten iteration cycles for local product teams. That workflow lets you choose material and color, print a test part, scan it for dimensional feedback, and move to a validated short production run without added vendor handoffs. For teams balancing visual fidelity and mechanical performance, this reduces coordination time.
Real World Use Case
A local product designer prototypes a handheld enclosure in PETG with multicolor accents. The lab prints three iterations, scans each part to check wall thickness and mounting points, and recommends a Nylon revision for the final short run. The same shop then produces a batch of 25 validated units ready for assembly.
Pricing
Pricing is not published on the site. CC 3D Labs provides custom quotes based on material choice, part complexity, and production volume. You can request a free online estimate to get a project-specific price and lead time.
Website: https://cc3dlabs.com
Tronix3D
At a Glance
Tronix3D claims fast delivery of production ready parts for aerospace and medical applications. That focus shows up in their material mix, which includes polymers and titanium for functional hardware. Their model targets low volume manufacturing and rapid prototyping where engineering input shortens iteration cycles.
Core Features
- Multi Jet Fusion, Cold Metal Fusion, and SLA among supported printing methods. These cover both plastic and fine detail resin parts.
- High performance FDM and large format FDM for bigger functional components and tooling.
- Assembly and finishing services including part assembly, painting, surface smoothing, and EMI/RFI shielding.
- On demand spare parts manufacturing to replace legacy components and reduce downtime.
- Rapid prototyping with engineering guidance for material selection and design for manufacture.
Key Differentiator
Tronix3D pairs advanced printing methods with hands on engineering support to move designs into production quickly. That combo makes their offering practical for teams that need functional, testable parts not just prototypes. Compared with Cc3dlabs, Tronix3D targets industrial customers needing production ready, small batch runs across regulated sectors.
Pros
- Fast turnaround tied to production workflows. Their emphasis on speed helps reduce development cycle time for prototypes and short runs.
- Strong engineering support for material and design decisions. You get suggestions that reduce printing failures and improve part function.
- Wide material choice including metals and high performance polymers. This lets you test end use behavior rather than rely on approximations.
- Assembly and finishing options cut postprocessing work for buyers. That reduces vendor coordination for multi step parts.
- On demand spare parts capability helps teams replace obsolete components and limit downtime.
Cons
- Pricing is not always transparent. That can lead to surprises on quotes for advanced materials and large format parts.
- Large format builds and high performance materials carry premium costs. Small teams and hobbyists may find those rates prohibitive.
- The service focuses on low volume and prototyping. It is not designed for high volume production runs.
When It May Not Fit
Tronix3D may be a poor match for high volume manufacturers that need per unit pricing at scale. It also may not fit individual hobbyists who need low cost hobby grade prints. Small teams with tight budgets could find quotes for titanium or large format parts outside their project limits.
Who It’s For
Engineers, product designers, and manufacturing teams in aerospace, medical, automotive, and industrial sectors. Ideal users need small batch production, functional test parts, or hard to source replacements. You should have a project budget that accounts for advanced materials and finishing.
Real World Use Case
An aerospace supplier used Tronix3D to produce just in time flight hardware for a repair program. Engineering feedback trimmed part weight and improved tolerances. The supplier avoided a long lead time from conventional machining and reduced aircraft downtime.
Pricing
Pricing varies by material, size, and finishing complexity and is quote based. Expect higher quotes for titanium and large format builds. The vendor does not publish fixed tiered pricing on the site.
Website: https://tronix3d.com
3D Print Color

At a Glance
3D Print Color reports over 10 million color combinations and advertises 16 micrometers layer resolution. That claim highlights unusually fine color control for display and prototype models. The vendor also lists hand painted SLA finishing for highly detailed surfaces. This focus favors visual realism over functional production parts.
Core Features
3D Print Color supports multiple printing technologies, including PolyJet, binder jetting, and SLA finishing. The service offers CMYK plus white workflows and claims custom Pantone matching for color critical projects. Material options include rigid plastics, flexible materials, and full color sandstone for textured display pieces. The process combines consultation, planning, production, and delivery for visual prototypes and models.
Key Differentiator
The standout claim is the combination of broad color gamut and multi material printing. 3D Print Color says it can print rigid and flexible materials in the same build while delivering a wide color range. That capability targets projects where accurate color and mixed material feel matter more than mechanical strength.
Pros
- Offers a very wide color palette and material variety. Designers get flexible and rigid materials plus full color sandstone for display models.
- Includes Pantone matching and CMYK plus white workflows. This helps marketing teams match brand colors for client reviews and presentations.
- Lists high resolution at 16 micrometers and hand painted SLA finishing. Those two items improve surface detail and color fidelity on small models.
- Serves multiple industries such as product design, architecture, medical, and marketing. The range makes the service useful for agencies and in house design teams.
- Emphasizes consultation and end to end delivery. That approach reduces back and forth for teams without in house print expertise.
Cons
- The site shows limited public pricing details or clear turnaround times. Buyers must request quotes to compare cost and timing.
- There are no visible customer reviews or case studies on the vendor site. That absence makes quality and consistency harder to verify before ordering.
- High quality full color processes can carry higher costs than single material prints. Budget conscious projects may find it expensive.
When It May Not Fit
This service is not aimed at mass production or functional end use parts. The vendor lists a focus on prototyping and display models, which implies limited engineering grade material support. Teams needing certified materials, tight mechanical tolerances, or volume runs should look elsewhere. Small runs of visually accurate prototypes remain the core fit.
Who It’s For
Designers, manufacturers, and marketing teams who need visually accurate prototypes will benefit most. The service fits firms that prioritize color fidelity and surface finish for client reviews or trade show models. Architects and medical modelers who require realistic color for presentations will also find the offering relevant.
Real World Use Case
A product designer prepares a client review sample with multiple soft touch and rigid elements. They request PolyJet printing with Pantone matched graphics and hand painted SLA details on small trim pieces. The result showcases color and texture in a single model for a stakeholder sign off session.
Website: https://3dprintcolor.com
Comparison of alternatives
Choosing the correct provider for custom 3D printing and scanning services involves evaluating key workflow and capability distinctions. Each vendor listed excels in unique areas, catering to varying project-specific requirements.
Insights on technological strengths
cc3dlabs.com stands out for its integration of multicolor filament printing with metrology-grade 3D scanning, creating a streamlined workflow for prototyping and production that prioritizes internal validation and precision control.
Tronix3D, on the other hand, showcases its proficiency in diverse printing methods, such as cold metal fusion and SLA, enabling the production of durable components and fine-resin models suitable for aerospace and similar sectors.
Meanwhile, 3D Print Color emphasizes the aesthetic aspect of 3D printing with its extensive color capabilities and hand-painted finishes, which are instrumental for marketing, presentation, and visually-driven projects.
Cost and material flexibility
Both Tronix3D and cc3dlabs.com provide flexible material choices suited for engineering applications, including carbon fiber and advanced polymers. However, while Tronix3D includes metals, CC 3D Labs specializes in engineering filaments optimized for functional prototyping. In contrast, 3D Print Color focuses primarily on aesthetic qualities, limiting its value for projects requiring high durability or material performance.
Best fit
- For clients requiring both detailed scanning and reliable prototyping services, cc3dlabs.com offers a synchronized solution that emphasizes practical dimensional accuracy.
- For projects necessitating more industrially aligned materials and additional finishing options, Tronix3D provides an effective range of technologies.
- For marketing or display needs involving visually stunning prototypes with detailed aesthetics, 3D Print Color ensures tailored and impactful results.
Our pick
For those seeking a balanced solution between prototyping precision and dimensional verification, cc3dlabs.com excels with its integrated workflow of metrology-grade scanning coupled with advanced printing capabilities. However, alternatives like Tronix3D and 3D Print Color provide tailored advantages in material diversity or visual representation, respectively, for scenarios that demand such focuses.
When considering services for custom 3D printing and scanning, evaluating solutions based on their unique capabilities and area of expertise can ensure the best fit for your project requirements.
| Product | Core Features | Key Differentiator | Best For | Notable Limitation |
|---|---|---|---|---|
| Cc3dlabs | Multicolor, multi-material filament printing; metrology-grade 3D scanning | Expertise in precise printing paired with accurate scanning | Product designers and small manufacturers near Philadelphia | Focuses on FDM; not suitable for resin or SLS applications |
| Tronix3D | Multi Jet Fusion; metal printing; assembly and finishing services | Advanced methods with engineering support for rapid manufacturing | Aerospace, medical, automotive development teams | High quotes for titanium/large format builds; limited for high-volume runs |
| 3D Print Color | PolyJet and SLA printing; Pantone matching; full-color sandstone | Wide color gamut with mixed material capabilities | Designers needing visually accurate prototypes | Not for functional parts; lacks high mechanical tolerance materials |
Discover Why Cc3dlabs Stands Out as a Top Customcolor3d.com Alternative
The search for reliable customcolor3d.com alternatives often highlights challenges like balancing color accuracy, material strength, and quick turnaround times. Cc3dlabs addresses these key concerns by combining multicolor filament printing with metrology-grade 3D scanning to ensure both visual fidelity and precise dimensional control. Whether you need prototypes, functional parts, or short-run production, Cc3dlabs offers design support, free online estimates, and local pickup near Philadelphia for a streamlined experience.

If you want to reduce iteration risk and gain verified, durable parts with fast turnaround, explore how Cc3dlabs can elevate your project. Visit Cc3dlabs to request a custom quote and start printing parts with engineering-grade accuracy today.
FAQ
What materials does Cc3dlabs offer for 3D printing?
Cc3dlabs provides a wide selection of materials including Nylon and carbon fiber blends for functional parts and prototypes. This extensive material selection is critical for clients requiring mechanical strength and wear resistance in their projects. Consider this if you need durable materials for your applications.
How does Tronix3D compare to Cc3dlabs for rapid prototyping?
Tronix3D offers strong engineering support for material selection and design, which can help reduce failures and improve part function in rapid prototyping scenarios. In contrast, Cc3dlabs excels in providing high precision and dimensional accuracy through their metrology-grade scanning, making it ideal for clients focused on functional testing and iterative design. Depending on your specific needs, one may be a better fit than the other.
Does 3D Print Color support Pantone matching for custom projects?
3D Print Color includes Pantone matching as part of its services to assist clients in achieving accurate brand colors for prototypes. This capability is beneficial for marketing teams and designers who prioritize color fidelity in their projects. For a broader range of functionalities, consider Cc3dlabs for its combination of printing and scanning capabilities.
Can I expect a quick turnaround from Cc3dlabs for prototypes?
Cc3dlabs is known for fast turnarounds, enabling local pickup and nationwide shipping options to meet quick deadlines. This is especially important for teams that require rapid iteration on prototypes. Utilize this advantage if you’re working in a fast-paced environment where time is critical.
What are the limitations of Cc3dlabs compared to other providers?
Cc3dlabs primarily focuses on filament-based and FDM technology, which might not suit those needing the highest resolution applications like resin or SLS parts. Understanding these limitations will help you select the right provider based on your specific project requirements. If premium resolution is a priority, you may need to explore alternatives.