Most people picture cheap plastic toys when someone mentions a 3D printer. That mental image is about 15 years out of date. Today, 3D printing shapes aerospace and medical devices, producing brackets that fly in aircraft and splints fitted to individual patients. Whether you’re a product developer trying to shorten your prototype cycle or a hobbyist chasing a one-of-a-kind build, understanding what a 3D printer can actually produce changes how you approach every project. This guide covers materials, real limitations, design considerations, and industry applications so you can make smarter decisions from day one.
Table of Contents
- Core materials and their printable properties
- What can (and can’t) you print? Use cases with real business impact
- From prototype to product: Design considerations for print success
- Real-world applications: Industry and hobby success stories
- Why 3D printing isn’t just for rapid prototyping anymore
- Unlocking your next custom print: How CC3D Labs can help
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Material choice matters | The strength and function of 3D printed items depend on selecting the right material and understanding its limits. |
| Know what’s possible | 3D printers are not limited to simple models—they can create robust prototypes, functional parts, and unique custom pieces. |
| Design affects outcomes | Smart design choices and proper post-processing can dramatically enhance the performance and finish of printed parts. |
| Industry adoption grows | Businesses in aerospace, medical, and consumer sectors are increasingly adopting 3D printed solutions for real use cases. |
Core materials and their printable properties
Now that we’ve dispelled the myth that 3D printers only make small trinkets, let’s break down the materials that unlock their practical uses.
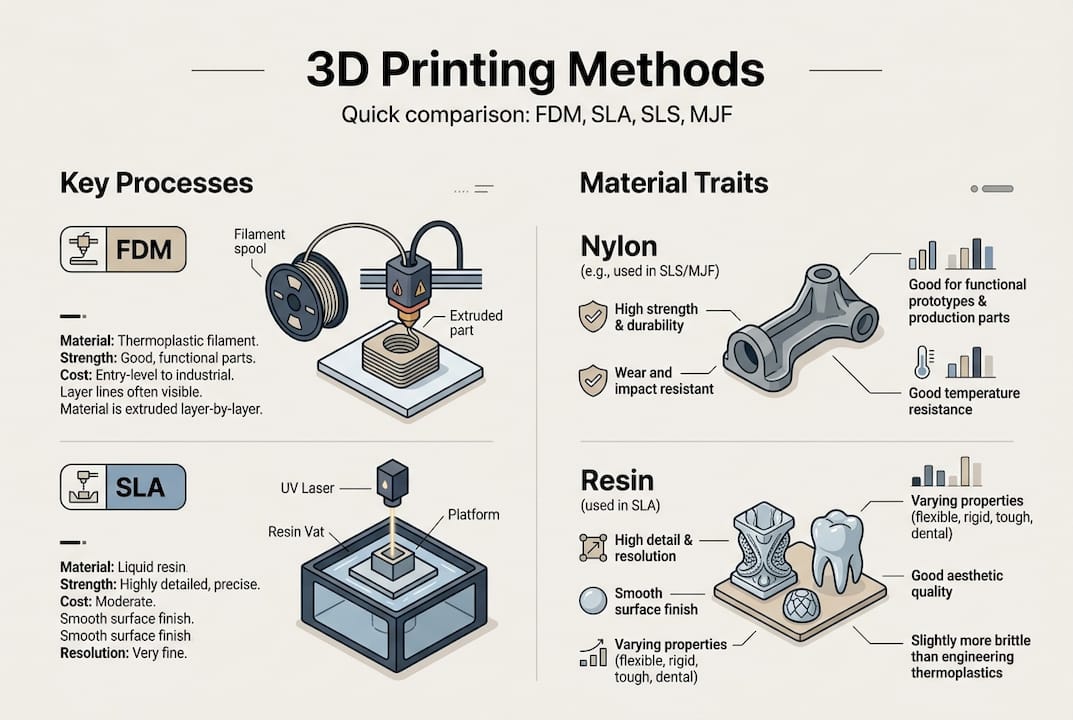
The most common printable materials fall into three broad categories: thermoplastic filaments, photopolymer resins, and powders for sintering. Each category behaves differently under stress, heat, and repeated use, so picking the wrong one can mean a failed part even when the print looks perfect.
Common thermoplastics and their key traits:
- PLA (Polylactic Acid): Easy to print, biodegradable, great for visual models and low-stress parts
- ABS (Acrylonitrile Butadiene Styrene): Tougher and more heat-resistant than PLA, but prone to warping without an enclosure
- PETG (Polyethylene Terephthalate Glycol): Combines PLA’s ease of printing with better chemical resistance
- Nylon: Flexible, wear-resistant, and excellent for functional gears and hinges
- Resins (SLA/MSLA): Deliver fine surface detail but are brittle without post-curing
- Powders (SLS): Produce strong, complex geometries without support structures
Benchmarked tensile data shows PLA ranging from 28 to 57 MPa, ABS at roughly 28 MPa, and Nylon outperforming both in applications requiring repeated flex. That spread matters when you’re specifying a part that will actually carry load.
| Material | Tensile strength | Best use case | Heat resistance |
|---|---|---|---|
| PLA | 28–57 MPa | Visual prototypes, display models | Low |
| ABS | ~28 MPa | Functional enclosures, automotive | Medium |
| PETG | 40–53 MPa | Chemical-resistant housings | Medium |
| Nylon | 50–80 MPa | Gears, hinges, wear parts | Medium-high |
| Resin (SLA) | 25–65 MPa | Fine-detail parts, dental | Low–Medium |
One property that catches engineers off guard is anisotropy, meaning a part’s strength varies by direction. FDM (Fused Deposition Modeling) prints are notably weaker along the Z axis because layers bond by heat rather than fusing chemically. SLA and SLS prints are nearly isotropic, meaning strength is more consistent in all directions. If your part will experience stress from multiple angles, that distinction matters a lot. You can explore engineering-grade materials like ULTEM and carbon-fiber-filled Nylon for applications where standard filaments fall short.
For a deeper look at how these terms apply to your workflow, the 3D printing terminology guide is a solid starting point.
Pro Tip: Match your infill pattern and density to the stress direction of your part. Gyroid infill distributes load in all directions, while rectilinear infill is strongest along one axis. Don’t default to 20% infill just because it’s the slicer preset.
What can (and can’t) you print? Use cases with real business impact
With an understanding of material strengths and weaknesses, let’s examine exactly what can and can’t be created with a 3D printer.
What you can print:
- Functional prototypes: brackets, enclosures, jigs, and fixtures
- Medical devices: patient-specific splints, CPAP helmet components, prosthetic sockets
- Aerospace hardware: lightweight ULTEM clips, duct covers, interior panels
- Consumer products: custom phone holders, replacement parts, product packaging mockups
- Hobbyist items: miniatures, cosplay armor, personalized tools
FDM handles custom functional parts affordably, while SLS and MJF (Multi Jet Fusion) are preferred for complex geometries and commercial-grade strength. The right process depends on your volume, tolerance requirements, and budget. If you’re still deciding, the guide on 3D printing on demand breaks down when each process makes financial sense.

| Process | Best for | Strength | Cost per part | Detail level |
|---|---|---|---|---|
| FDM | Functional prototypes, large parts | Medium | Low | Medium |
| SLA/MSLA | Fine-detail models, dental, jewelry | Medium | Medium | High |
| SLS/MJF | Robust commercial prototypes, complex geometry | High | High | High |
What you can’t print:
- Objects made from natural materials like wood, cloth, or leather
- Features thinner than 0.5 mm wall thickness without significant risk of failure
- Fully isotropic FDM parts without post-processing like annealing or fiber reinforcement
- High-volume production runs where injection molding is faster and cheaper per unit
Understanding these limits upfront saves real money. A part designed with 0.3 mm walls might look great in CAD but will fail on the print bed. The article on choosing a 3D print job helps you match your design intent to the right process before you spend a dollar. For a broader view of where additive fits in your supply chain, the additive manufacturing guide covers the full picture.
From prototype to product: Design considerations for print success
Understanding what is possible and what isn’t sets the stage for designing 3D models that deliver in real-world use.
Design for manufacturability (DFM) in 3D printing isn’t the same as DFM for injection molding. The rules are different, and ignoring that difference is one of the most common reasons parts fail or require expensive reprints.
Key design steps for print success:
- Set wall thickness correctly. Minimum 1.2 mm for structural walls in FDM; thicker for load-bearing parts.
- Limit overhang angles. Keep overhangs under 45 degrees from vertical or plan for support structures.
- Choose the right raster angle. Raster angle, infill, and layer height directly affect strength and surface finish. A 45-degree raster often balances strength and print time well.
- Optimize infill for function. Structural parts need 40 to 80% infill. Visual models can go as low as 10 to 15%.
- Plan for tolerances. FDM parts typically hold tolerances of ±0.2 to ±0.5 mm. If you need tighter fits, design in clearance or plan for post-processing.
- Prototype in stages. Print a first article at lower infill to check fit and form before committing to a full-strength production run.
Post-processing is often the step that separates a good part from a great one. Annealing PLA or ABS in an oven can increase crystallinity and raise the effective heat deflection temperature. Sanding and priming improve surface quality for consumer-facing parts. For precise reference geometry, high quality 3D scans of existing parts can feed directly into your CAD workflow, cutting reverse-engineering time significantly.
If your files aren’t optimized for printing, you’ll lose time in slicing and rework. The guide on optimizing your CAD workflow covers file formats and prep steps that prevent the most common errors.
Pro Tip: Before locking in your final design, print a single-wall test piece of your most critical geometry. It costs almost nothing and reveals fit issues, layer adhesion problems, and surface defects before you commit to a full build.
Real-world applications: Industry and hobby success stories
Now that we’ve explored how to design and optimize printed parts, let’s see where these efforts are delivering value across industries and communities.
3D printing now produces everything from medical fittings to aerospace hardware, and the range of applications keeps expanding as materials improve and costs drop.
Industry applications worth knowing:
- Medical: Custom splints fitted to a patient’s exact anatomy reduce recovery time and improve comfort. CPAP helmet components printed in flexible TPU conform to facial geometry that off-the-shelf products can’t match.
- Aerospace: ULTEM 9085, a high-performance thermoplastic, is used for interior aircraft clips and duct covers because it meets FAA flame, smoke, and toxicity requirements while being lighter than metal alternatives.
- Consumer products: Startups use 3D printed prototypes to validate product concepts before tooling investment. A phone holder prototype that would cost thousands in injection mold tooling can be tested for under $50.
- Hobbyist and maker community: Cosplay builders print articulated armor pieces, miniature painters create custom bases and terrain, and repair enthusiasts replace discontinued parts for vintage electronics.
Stat callout: Increasing infill density from 33% to 100% can nearly double part strength in FDM prints, making infill one of the highest-leverage settings in your slicer.
The gap between hobbyist and professional output is narrowing fast. With the right material, process, and design intent, custom 3D prints can meet specifications that would have required machining or molding just five years ago. That’s a genuine shift in what small teams and individual developers can accomplish without large capital investment.
Why 3D printing isn’t just for rapid prototyping anymore
The conventional framing of 3D printing as a “prototyping tool” made sense a decade ago. It doesn’t fully hold up now. We see clients at CC 3D Labs who come in expecting to iterate through a few prototypes and then move to injection molding, and they end up discovering that their final-use parts work better as prints.
Why? Because 3D printing allows geometry that molding physically cannot produce: internal channels, lattice structures, and organic shapes that reduce weight without sacrificing strength. When you combine smart design with proper post-processing, printed parts in Nylon or PETG can outlast molded equivalents in low-to-medium volume applications.
What most guides miss is that the process itself is only half the equation. A poorly designed part printed in premium material will still fail. A well-designed part in standard PLA, annealed and finished correctly, can surprise you. The real edge comes from treating 3D printing as a production method in its own right, not a stepping stone. On-demand manufacturing at small volumes is now economically viable in ways that weren’t true even three years ago. Businesses that experiment now will have a meaningful head start.
Unlocking your next custom print: How CC3D Labs can help
Whether you’re developing a product or launching a creative passion project, expert guidance can elevate your results.

At CC 3D Labs, near Philadelphia, we work with product developers, engineers, and hobbyists who need more than a printer. They need a partner who understands materials, tolerances, and design intent. From 3D printing on demand for quick-turn prototypes to engineering-grade prints in ULTEM and carbon-fiber-filled Nylon, we match the process to your actual requirements. Need something unique and personalized? Our custom 3D prints service handles everything from single pieces to batch runs. Get a free online estimate and let’s build something worth printing.
Frequently asked questions
Can a 3D printer create fully functional mechanical parts?
Yes, with the right material and process, 3D printers produce fully functional mechanical parts, particularly for prototypes and short production runs. SLS and MJF are especially suited for robust commercial applications.
What materials are commonly used for 3D printing parts meant for business applications?
Business applications typically rely on Nylon, PETG, and ULTEM for strength and durability, along with resins for high-detail parts. Mechanical benchmarks confirm Nylon outperforms PLA and ABS in most load-bearing scenarios.
Are there any objects that cannot be printed on a 3D printer?
3D printers cannot produce objects from natural materials like wood or cloth, and features under 0.5 mm are too thin to print reliably on most systems.
How does print orientation or infill affect finished part strength?
Higher infill and an optimized raster angle increase strength significantly, while FDM parts remain weaker along the Z axis due to layer bonding. Infill and raster angle are two of the most impactful settings you can adjust in your slicer.