Choosing the wrong CAD file format before sending a model to print is one of the fastest ways to waste time, material, and money. A mismatched format can cause slicing failures, geometry loss, or missing metadata that derails your entire production run. STEP is preferred for accuracy but requires conversion before slicing, while STL remains the most universally accepted format despite its limitations. This guide breaks down the three formats that matter most for product developers and engineers: STL, STEP, and 3MF, so you can match the right format to the right workflow every time.
Table of Contents
- What criteria matter when choosing a CAD file format?
- STL: The classic, simple 3D printing format
- STEP (STP): Precision engineering for manufacturing workflows
- 3MF: Full-fidelity format for advanced 3D printing
- Comparison table: STL, STEP, and 3MF head-to-head
- Situational recommendations: Which CAD file format should you choose?
- Expert CAD support and custom 3D printing solutions
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| STL simplicity | STL is easy, fast, and compatible, but has limits for advanced and precision manufacturing. |
| STEP for precision | STEP preserves full geometry and metadata, ideal for engineering workflows before converting for print. |
| 3MF features | 3MF supports color, materials, units, and slicer settings, making it a top choice for reproducible, high-quality prints. |
| Format fits project | Choose a CAD format based on precision, complexity, and workflow needs to optimize 3D printing results. |
What criteria matter when choosing a CAD file format?
Not all CAD formats are created equal, and the stakes are higher when you are working on functional prototypes or production parts. Before you commit to a format, you need to evaluate it against a clear set of criteria that directly affect print quality and workflow efficiency.
Here are the core criteria to assess:
- Geometry precision: Does the format preserve exact curves, surfaces, and tolerances?
- Metadata support: Can it carry units, material data, and assembly relationships?
- Slicer compatibility: Will your slicing software read it directly, or does it need conversion?
- Color and multi-material support: Does it handle complex visual or material requirements?
- File size and performance: Can your system handle it without slowdowns on complex models?
- Error prevention: Does the format reduce the risk of flipped normals, missing walls, or scale errors?
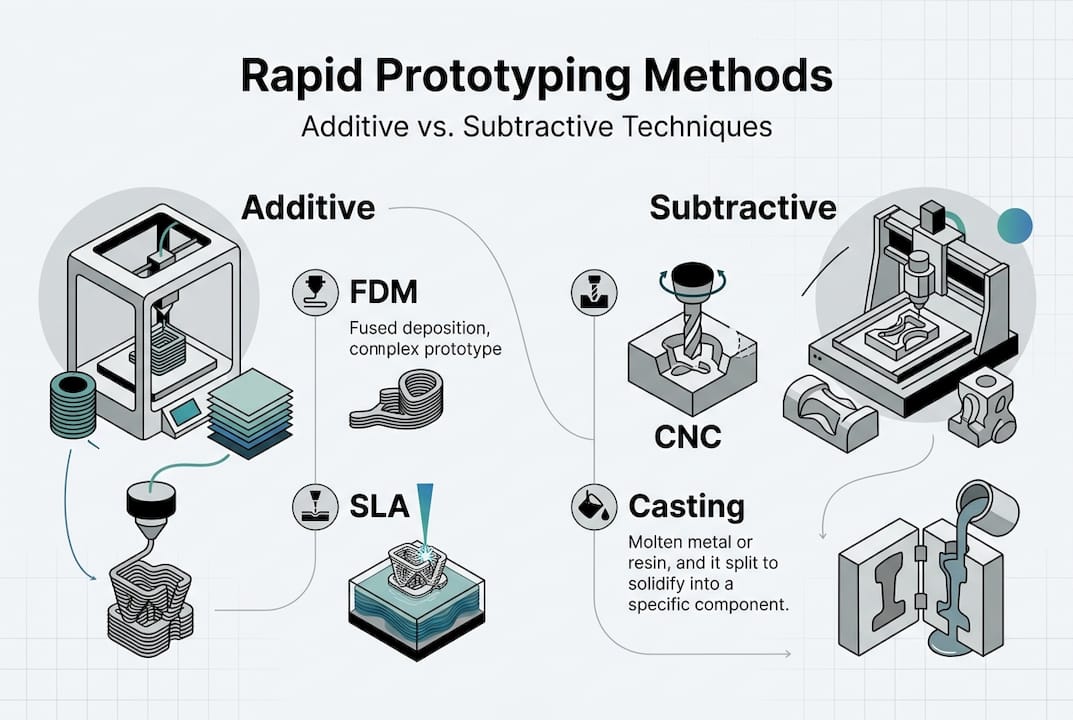
STEP preserves precise geometry and metadata, making it ideal for engineering accuracy, but it is not directly printable. STL is printable but strips out most metadata. 3MF sits in the middle, offering rich data support with direct slicer compatibility. Understanding these trade-offs is the foundation of a solid rapid prototyping guide strategy.
Pro Tip: Before selecting a format, confirm which formats your slicing software and print service accept natively. Unnecessary conversions introduce risk at every step. Familiarize yourself with key 3D printing terms so you can communicate format requirements clearly with your team or vendor.
STL: The classic, simple 3D printing format
STL (Standard Tessellation Language) has been the default format for 3D printing since the late 1980s. It works by approximating a 3D surface using a mesh of triangles, which every major slicer can read. Simple, fast, and universally supported, it is still the go-to for many engineers running quick prototype iterations.
But STL has real limitations you need to know:
- No units embedded: The file does not store millimeters or inches, so scale errors are common when transferring between software.
- No color or material data: What you see in your CAD tool does not travel with the file.
- Watertight geometry required: Any gaps, holes, or non-manifold edges will cause slicing failures.
- Normal direction matters: Flipped outward normals tell the slicer the inside is the outside, causing print defects.
- Binary vs. ASCII: Binary STL is smaller and faster to process than ASCII STL, with no quality difference.
Remember: A high triangle count improves surface smoothness but dramatically increases file size and slicing time. For most functional parts, a moderate resolution is more than sufficient.
STL scale errors and flipped normals are among the most common causes of slicing failures in production environments. These issues are easy to miss in CAD but show up immediately when the slicer tries to interpret the mesh. Review your STL accuracy challenges before submitting files for production.
Pro Tip: Always export STL in binary format and run it through a mesh repair tool like Meshmixer or Netfabb before sending it to print. Check your STL format definitions to confirm you are exporting at the correct resolution for your application.
STL works well for simple, single-material prototypes where speed and compatibility matter more than data richness. For anything more complex, you will quickly hit its ceiling.
STEP (STP): Precision engineering for manufacturing workflows
STEP (Standard for the Exchange of Product model data), governed by ISO 10303, is the format engineers reach for when accuracy is non-negotiable. Unlike STL, STEP does not approximate geometry with triangles. It stores exact mathematical representations of curves, surfaces, and solids using B-Rep (Boundary Representation) geometry.
Key advantages of STEP for engineering workflows:
- Exact geometry: No tessellation approximation means tolerances are preserved perfectly.
- Assembly support: Multi-part assemblies with relationships and constraints travel intact.
- Rich metadata: Material properties, part names, and design history can be embedded.
- Software neutral: STEP is a neutral CAD exchange format that works across virtually every major CAD platform.
- CNC and inspection ready: The same file used for 3D printing prep can feed CNC machining or CMM inspection workflows.
The critical limitation is that STEP is not used for direct printing. Slicers cannot read it natively. You must convert to STL or 3MF before printing, which means you need a reliable conversion step in your workflow. For STEP for prototyping, the best practice is to keep the STEP file as your master and export to STL or 3MF only when you are ready to print.
Statistic callout: Engineers working on functional prototyping projects consistently report fewer revision cycles when STEP is used as the master file, because geometry errors introduced during tessellation are caught before they reach the printer.
Pro Tip: Never discard your STEP file after converting to STL. The STEP file is your source of truth. If a print fails or a dimension needs adjustment, you want to edit the STEP and re-export rather than trying to reverse-engineer a mesh. This is especially important in prototyping workflows where multiple iterations are expected.
3MF: Full-fidelity format for advanced 3D printing
3MF (3D Manufacturing Format) was developed specifically to fix what STL gets wrong. Backed by a consortium that includes Microsoft, Autodesk, and HP, it is an XML-based, ZIP-compressed format designed for modern production environments. It is not just a geometry container. It is a complete print specification.
What 3MF supports that STL does not:
- Units: Millimeters are embedded, eliminating scale ambiguity.
- Color and textures: Full color models travel with the file intact.
- Material data: Multi-material assignments are stored natively.
- Printer settings: Layer height, infill, and support preferences can be embedded.
- Multi-part assemblies: Multiple components in a single file with spatial relationships.
3MF is XML-based and ZIP-compressed, supporting geometry, color, textures, materials, units, and printer settings, and it produces smaller file sizes than equivalent STL files. That compression matters when you are managing large batches or complex assemblies in an additive manufacturing guide workflow.

3MF embeds slicer settings for reproducibility, which means a file prepared today will print identically six months from now without anyone needing to remember which settings were used. That is a significant advantage in regulated industries or repeat production runs. Learn more about 3MF file benefits and how they apply to your specific use case.
Pro Tip: If your slicer supports 3MF export, use it instead of STL for any job that will be repeated. The embedded settings eliminate a major source of human error in production.
| Feature | STL | STEP | 3MF |
|---|---|---|---|
| Units embedded | No | Yes | Yes |
| Color support | No | No | Yes |
| Material data | No | Yes | Yes |
| Direct slicing | Yes | No | Yes |
| Assembly support | No | Yes | Yes |
| File size | Medium | Small | Small |
| Reproducibility | Low | Medium | High |
Comparison table: STL, STEP, and 3MF head-to-head
With individual formats covered, a side-by-side view helps you make faster decisions. The table above captures the key technical differences. Here is how those differences translate into real workflow decisions.
STL dominates for compatibility, STEP leads for engineering precision, and 3MF delivers the highest fidelity for professional manufacturing. Each has a clear lane.
Scenario-based format selection:
- Quick prototype, single material, standard printer: Use STL. Fast, compatible, no conversion needed.
- Engineering part with tight tolerances, shared across teams or tools: Use STEP as master, convert to STL or 3MF for printing.
- Multi-color or multi-material production part: Use 3MF. It is the only format that carries all the data you need.
- Repeat production run where settings must be locked: Use 3MF. Embedded settings prevent configuration drift.
- File going to CNC machining and 3D printing: Use STEP for machining, convert to 3MF for printing.
Browse the CAD gallery examples to see how different file formats translate into finished parts across a range of applications. For hands-on support with format selection and file preparation, the CAD file services team can review your files before production.
Situational recommendations: Which CAD file format should you choose?
Format selection is not a one-size-fits-all decision. It depends on where you are in the development cycle, what your printer supports, and how much data fidelity your project demands.
Here is a practical decision framework:
- Early-stage prototyping: STL is fine. You are testing form and fit, not locking in production specs. Speed matters more than data richness at this stage.
- Engineering validation: Switch to STEP. Preserve exact geometry and assembly relationships so your validation data is trustworthy.
- Pre-production and production: Move to 3MF. Lock in settings, materials, and color data so every print matches the approved sample.
- Multi-vendor workflows: Use STEP for design exchange and 3MF for print-ready files. Keep STL only as a fallback for legacy systems.
- Regulated or certified parts: Use STEP as the master record and 3MF for print jobs. Both formats support the traceability requirements common in aerospace, medical, and industrial applications.
STL suits hobby and prototype simplicity, STEP handles precision, and 3MF delivers production fidelity. Matching the format to the phase of development is the single most effective way to reduce errors and rework.
Pro Tip: If you are unsure which format your print service prefers, ask before you export. Sending the wrong format can add days to your turnaround. Submit a CAD quote request to confirm format requirements upfront, or consult professional CAD help for complex projects.
Expert CAD support and custom 3D printing solutions
File format decisions do not happen in isolation. They connect directly to how your parts are modeled, sliced, and printed. Getting that chain right from the start saves significant time and cost across your development cycle.

At CC 3D Labs, the CAD modeling services team works with product developers and engineers to prepare files correctly before a single layer is printed. Whether you need help converting a STEP file to a print-ready 3MF, repairing a problematic STL mesh, or building a model from scratch, the team handles it with precision. Explore the full range of professional 3D printing capabilities, from functional prototypes to batch production runs. If you want to understand how format choices affect your specific project, the CAD file format advice resources are a solid starting point before you reach out for a quote.
Frequently asked questions
Why does my STL file fail to slice correctly?
STL scale errors and flipped normals are the most common culprits. STL files carry no unit data, so scale mismatches happen easily, and non-watertight geometry will cause the slicer to reject or misinterpret the mesh.
What makes STEP files more precise than STL for manufacturing?
STEP stores exact B-Rep geometry rather than a triangle approximation, preserving tolerances, assemblies, and metadata that STL simply cannot carry, making it the right choice before converting to a print-ready format.
How does 3MF improve reproducibility and quality in 3D printing?
3MF embeds slicer settings directly in the file, including units, material assignments, and print parameters, so every operator who opens the file gets the same output without manually reconfiguring the slicer.
Which format should I use for colored or multi-material prints?
3MF is the clear choice because it supports color, textures, and materials natively within a single file, while STL and STEP cannot carry that data to the printer.
Is it possible to convert between CAD file formats without losing data?
Conversions always carry some risk, particularly when going from STEP to STL, where exact geometry is replaced by a triangle mesh. Always keep your original STEP or 3MF file and validate the converted output before committing to a print run.