Achieving precision in 3D scanning can transform your manufacturing workflow, but many product developers struggle with incomplete data, reflective surface challenges, and uncertainty about scan accuracy. This comprehensive guide walks you through every step of the high quality 3D scan process, from surface preparation and equipment setup to execution, troubleshooting, and verification. You’ll learn proven techniques to capture complete geometry, handle difficult materials, and validate scan quality using quantitative metrics. Whether you’re creating prototypes or functional parts, mastering these methods ensures your scans deliver the accuracy your projects demand.
Table of Contents
- Key takeaways
- Preparing for a high quality 3D scan
- Executing the 3D scan: step by step instructions
- Troubleshooting common problems and verification of scan quality
- Applying high quality 3D scans in manufacturing and prototyping
- Enhance your projects with expert 3D scanning and printing services
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Preparation boosts accuracy | Thorough preparation reduces missing geometry and data noise before you scan. |
| Surface handling strategies | Apply scanning spray to reduce reflectivity and use adhesive markers to aid alignment across passes. |
| Plan multi angle scans | Plan scan passes from multiple angles to capture geometry with sufficient overlap for full data. |
| Post scan verification | Evaluate scan quality with quantitative metrics to confirm completeness and reliability after data capture. |
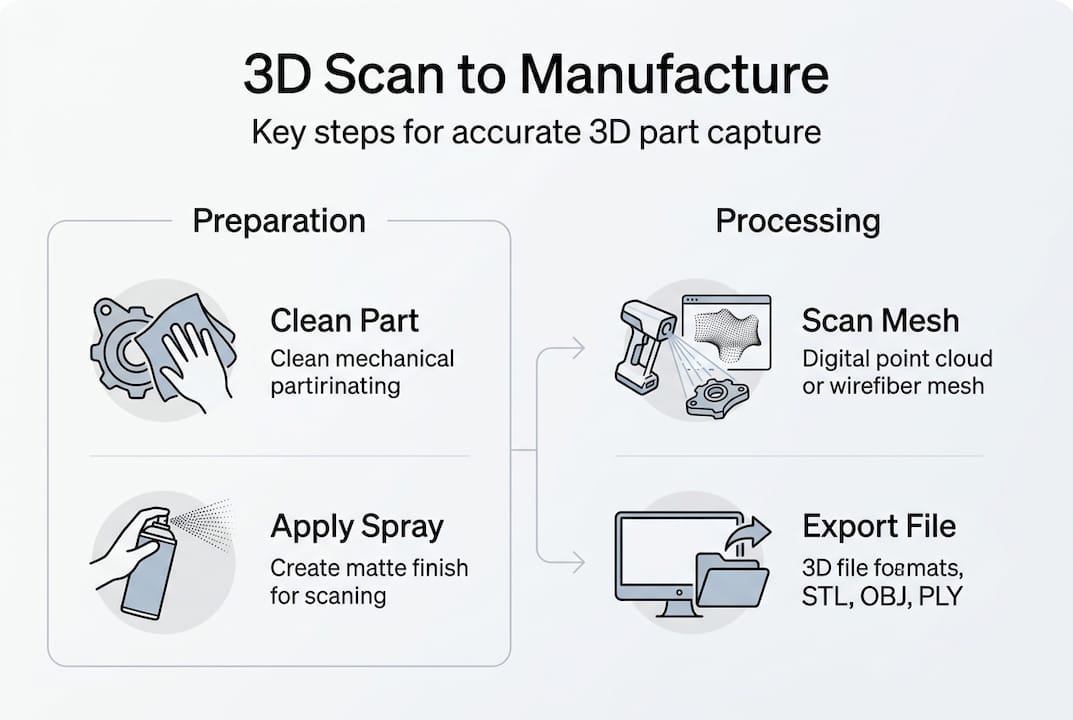
Preparing for a high quality 3D scan
Successful 3D scanning starts long before you power up the equipment. Your preparation phase determines whether you’ll capture clean, complete data or spend hours troubleshooting missing geometry and noise artifacts. Product developers who skip this stage often face repeated scans and project delays.
Start by examining your part’s material properties and surface characteristics. Reflective and black surfaces cause data loss that derails even expensive scanning equipment. Shiny metal components, glossy plastics, and dark rubber parts scatter or absorb the scanner’s light, creating gaps in your point cloud data. Document these problem areas before you begin.
Apply scanning spray to reduce reflectivity on challenging surfaces. This temporary coating creates a matte finish that allows scanners to capture accurate geometry. Choose sprays that evaporate cleanly without residue, especially for parts heading to production. For transparent or highly reflective areas, consider using adhesive markers to give the scanner tracking points. These reference dots help the software align multiple scan passes and maintain accuracy across complex geometries.
Your scanning environment matters as much as surface preparation. Control ambient lighting to prevent interference with the scanner’s projected patterns. Natural sunlight and fluorescent fixtures can introduce noise that corrupts your data. Set up in a space with consistent, diffuse lighting or use blackout conditions for optimal results. Secure your part on a stable platform that won’t shift during scanning. Even minor vibrations translate to measurement errors.
Create an equipment checklist before each session:
- Calibrated scanner with fresh calibration verification
- Scanning spray and application tools
- Reference markers and adhesive
- Stable mounting platform or turntable
- Controlled lighting setup
- Clean lens and projection surfaces
Pro Tip: Test your setup on a simple geometric shape before scanning complex parts. A calibration cube or cylinder helps you verify that your preparation steps are working and your scanner is performing within specification.
Our 3D scanning lab handles these preparation challenges daily, ensuring every scan starts with optimized conditions for maximum accuracy.
Executing the 3D scan: step by step instructions
With preparation complete, you’re ready to capture high quality scan data. The execution phase requires methodical technique and attention to scanner settings. Rushing through this process guarantees you’ll need to rescan, wasting time and potentially damaging spray coated surfaces.
- Select your scanner type based on accuracy requirements and working environment. Portable scanners trade some accuracy for shop floor usability, while stationary systems deliver laboratory grade precision. Match the tool to your tolerance specifications and workspace constraints.
- Calibrate the scanner immediately before use. Temperature changes and transport can affect measurement accuracy. Run the manufacturer’s calibration routine and verify results against a known reference object. Document calibration data for quality records.
- Plan your scanning path to capture geometry from multiple angles. Complex parts require overlapping scan passes to ensure complete coverage. Start with broad passes to capture overall shape, then focus on detailed features like holes, edges, and fine textures. Rotate the part systematically rather than moving the scanner erratically.
- Adjust exposure settings for reflective surfaces. If scanning spray didn’t completely eliminate shine, reduce scanner sensitivity to prevent oversaturation. Modern scanners offer exposure bracketing that captures multiple passes at different settings, giving you clean data even on challenging materials.
- Switch to infrared or blue light modes when scanning metallic or highly reflective parts. Different wavelengths interact with surfaces in unique ways. Blue light often penetrates thin translucent materials better, while infrared reduces glare on polished metals. Experiment with these settings during your test scans.
- Monitor data quality in real time through the scanner software. Most systems display point cloud density and coverage as you work. Watch for gaps, noise clusters, or alignment errors. Address problems immediately rather than discovering them during post processing.
Pro Tip: Scan in short sessions rather than one marathon pass. This approach lets you verify data quality incrementally and adjust technique before investing hours in a flawed scan.
Statistic spotlight: Professional scanning services achieve uncertainty measurements around 41 microns on additive manufacturing artifacts, demonstrating the precision possible with proper technique.
Our 3D scanning lab uses metrology grade equipment and proven scanning protocols to deliver consistent, high accuracy results for manufacturing applications.
Troubleshooting common problems and verification of scan quality
Even experienced operators encounter scanning challenges. Recognizing problems early and knowing how to fix them separates successful scans from wasted effort. Your verification process must catch issues before you commit scan data to expensive manufacturing operations.
Detect missing data areas by reviewing your point cloud for gaps and sparse regions. These holes typically appear on undercuts, deep recesses, or areas where the scanner couldn’t maintain line of sight. Remediate by rescanning from different angles or using a smaller scanner head that accesses tight spaces. For persistent gaps on reflective surfaces, apply additional scanning spray and increase marker density.
Noise artifacts show up as scattered points floating away from the actual surface. This happens when ambient light interferes with the scanner or when surface properties confuse the measurement system. Clean up minor noise in post processing software, but severe artifacts require rescanning with better environmental control. Check that your lighting hasn’t changed and that no reflective objects are visible in the scanner’s field of view.
Compare scan results to original CAD models or physical measurements to validate accuracy. Import your point cloud into inspection software and run deviation analysis. Color maps instantly reveal where your scan differs from the reference geometry. Focus on critical dimensions and functional features rather than cosmetic surfaces.
Use quantitative metrics for objective quality assessment:
- Coverage Factor: Percentage of target surface captured in scan data
- Point density: Number of measurement points per square millimeter
- Standard deviation: Variation in measurements across repeated scans
- Scan Quality Index (SQI): Composite score based on completeness and noise levels
| Metric | Target Value | Acceptable Range |
|---|---|---|
| Coverage Factor | 98-100% | 95% minimum |
| Point Density | 50-100 pts/mm² | 30 pts/mm² minimum |
| Standard Deviation | <0.05mm | <0.1mm acceptable |
| SQI Score | 90-100 | 80 minimum |
Understand precision limits and expected uncertainty for your scanner class. Uncertainty measurements of 41 microns represent achievable performance with industrial CT and CMM systems, but portable scanners typically operate at 50-150 micron uncertainty. Set realistic expectations based on your equipment capabilities.
Pro Tip: Create a reference artifact that matches your typical part materials and geometry. Scan it regularly to track your system’s performance over time and catch calibration drift before it affects production parts.
“Quantitative verification transforms scanning from guesswork into a controlled measurement process. Metrics give you confidence that your data meets manufacturing requirements.” — Manufacturing metrology expert
Our 3D modeling gallery showcases parts created from verified scan data, demonstrating the quality achievable with rigorous verification protocols.
Applying high quality 3D scans in manufacturing and prototyping
Accurate scan data becomes valuable only when you successfully integrate it into your manufacturing workflow. Real world applications emphasize scan accuracy as critical for functional parts and prototypes that must perform under real conditions. Understanding how to bridge scanning and production maximizes your investment in measurement technology.
Integrate scan data into CAD workflows by importing point clouds or mesh files into your design software. Modern CAD platforms offer tools to fit geometric primitives to scanned surfaces, extract cross sections, and create parametric models from measurement data. This reverse engineering process lets you modify existing parts, create replacement components, or design assemblies that interface with scanned geometry.
Prepare scan files for 3D printing or CNC manufacturing by converting point clouds to watertight mesh models. Clean up scan artifacts, fill small holes, and smooth surfaces while preserving critical dimensions. Export in formats appropriate for your manufacturing process: STL for 3D printing, STEP for CNC machining, or IGES for injection molding tool paths. Verify that file resolution matches your manufacturing tolerances without creating unnecessarily large datasets.
Understand tolerances achievable from scan based models. Your final part accuracy depends on both scan precision and manufacturing process capabilities. A scan with 50 micron uncertainty combined with 3D printing at 100 micron layer height produces parts with approximately 150 micron total variation. Stack these tolerances appropriately when designing assemblies with multiple scanned components.
Benefits of accurate scans extend beyond dimensional correctness:
- Reduced rework cycles by catching design issues before manufacturing
- Faster development timelines through parallel scanning and design work
- Improved communication with manufacturers using verified 3D data
- Lower prototype costs by minimizing failed builds
- Better documentation for quality control and inspection
Best practices for scanning to prototype workflow include maintaining a digital thread from initial scan through final production. Document scan parameters, verification results, and any modifications made during CAD processing. This traceability helps you troubleshoot problems and replicate successful processes. Archive raw scan data alongside processed models so you can return to original measurements if needed.
Our 3D printed prototypes service combines accurate scanning with precision manufacturing, delivering functional parts that match your specifications from initial measurement through final production.
Enhance your projects with expert 3D scanning and printing services
Mastering the high quality 3D scan process takes time, specialized equipment, and repeated practice. Many product developers find that partnering with experienced scanning professionals accelerates their projects while ensuring measurement accuracy. Professional services eliminate the learning curve and equipment investment, letting you focus on design and development.

CC 3D Labs delivers metrology grade scanning integrated with advanced manufacturing capabilities. Our scanning experts handle surface preparation, multi-angle capture, and rigorous verification, providing you with clean, accurate data ready for immediate use. We bridge scanning and production seamlessly, offering 3D printing services that transform your scans into functional prototypes and production parts.
Whether you need 3D scanning services for reverse engineering, quality inspection, or prototype development, our Philadelphia area facility provides fast turnaround with engineering grade accuracy. We support projects from single prototype scans to batch production scanning, with options for local pickup or international shipping. Get a free online estimate and discover how professional scanning accelerates your development timeline while reducing costs.
Our 3D printed prototypes and repair parts service completes the workflow from scan to finished component, ensuring your parts meet functional requirements and manufacturing tolerances.
Frequently asked questions
What surfaces are hardest to scan and how to handle them?
Reflective metallic surfaces, glossy plastics, and black rubber materials present the greatest scanning challenges. Shiny and dark surfaces cause data loss by scattering or absorbing the scanner’s projected light patterns. Apply temporary scanning spray to create a matte coating that improves light return. Use adhesive reference markers on highly reflective areas to give the scanner tracking points. For transparent materials, consider using colored dyes or coatings that wash off after scanning.
How to verify the accuracy of a 3D scan?
Compare your scan data to original CAD models using deviation analysis software that generates color coded error maps. Measure critical dimensions on the physical part with calipers or micrometers, then verify those same features in your scan data. Empirical studies measure uncertainty around 41 microns for industrial scanning systems, providing a benchmark for expected precision. Use quantitative metrics like Coverage Factor and Scan Quality Index for objective assessment rather than relying on visual inspection alone.
What scanner type is best for shop floor use versus lab accuracy?
Portable handheld scanners offer flexibility for shop floor measurement but trade some accuracy for usability, typically achieving 50-150 micron precision. Stationary structured light or laser scanners deliver laboratory grade accuracy below 50 microns but require controlled environments and fixed setups. Select scanners using quantitative metrics that match your tolerance requirements. For functional prototypes, portable scanners often provide sufficient accuracy. For metrology and quality inspection, invest in stationary systems with verified uncertainty specifications.
How long does a typical high quality 3D scan take?
Scanning time varies dramatically based on part size, complexity, and required accuracy. Simple parts under 6 inches may scan in 15-30 minutes including setup and verification. Complex assemblies with intricate features can require 2-4 hours for complete multi-angle coverage. Factor in additional time for surface preparation, calibration, and post-processing. Professional scanning services optimize these workflows, often completing projects faster than in-house scanning due to experience and specialized equipment.