Many businesses confuse additive manufacturing with simple 3D printing, missing its full potential for product development and custom fabrication. Additive manufacturing builds objects layer by layer rather than cutting away material, offering capabilities that extend far beyond desktop hobbyist printers. This guide clarifies the complete scope of additive technologies, explains how different methods work, and shows you practical applications for prototyping, functional parts, and batch production. You’ll discover which technologies fit your needs and how to integrate additive processes into your existing workflows.
Table of Contents
- Key takeaways
- What is additive manufacturing? Definition and key concepts
- Common additive manufacturing technologies and how they work
- Advantages and limitations of additive manufacturing for businesses
- How businesses incorporate additive manufacturing into product development
- Explore custom additive manufacturing solutions with CC3DLabs
- What is additive manufacturing? Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Definition and scope | Additive manufacturing builds objects by depositing material layer by layer from a digital model, offering capabilities beyond traditional subtractive methods. |
| Main technologies | FDM, SLA, and SLS are the three dominant methods, each suited to different applications and outcomes. |
| Practical business uses | Prototyping functional parts and batch production are common business applications enabled by additive manufacturing. |
| Benefits and considerations | The technology enables customization, faster iteration, and reduced waste while requiring workflow integration and material selection planning. |
What is additive manufacturing? Definition and key concepts
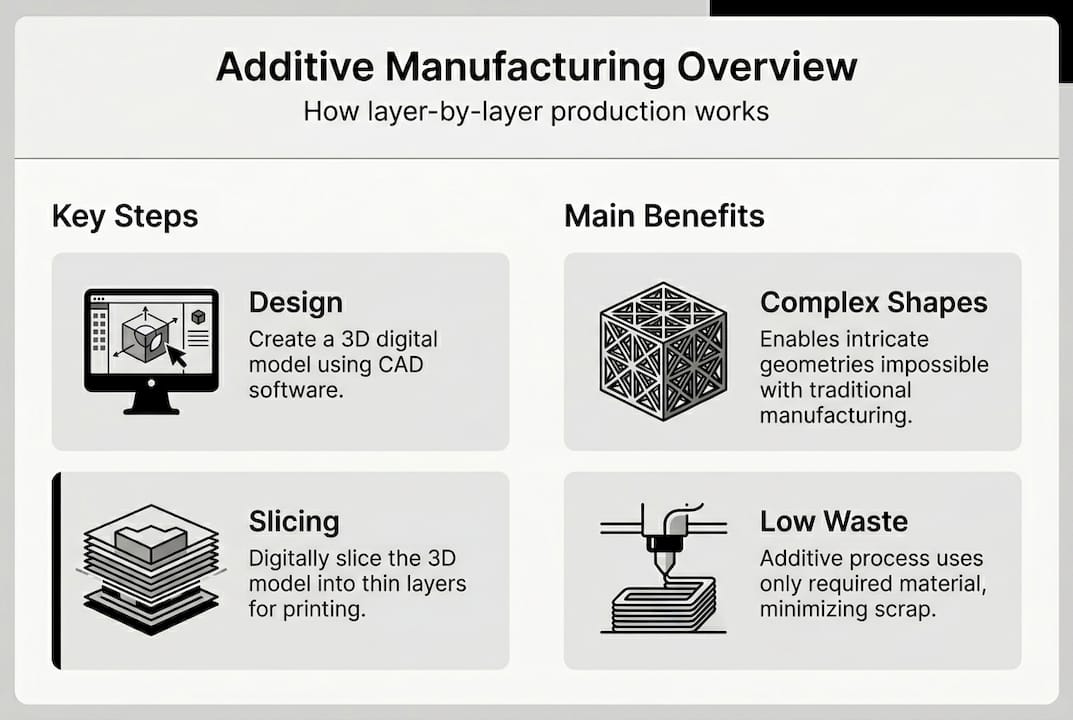
Additive manufacturing creates physical objects by depositing material in successive layers based on a digital 3D model. Unlike subtractive manufacturing, which removes material through cutting, milling, or drilling, additive processes build parts from the ground up. This fundamental difference enables production of geometries impossible with traditional methods, including internal channels, lattice structures, and consolidated assemblies that would normally require multiple components.
The process starts with a CAD file that defines the part geometry. Slicing software divides this model into thin horizontal layers, generating toolpaths that guide the manufacturing equipment. The machine then deposits, cures, or fuses material layer by layer until the complete object emerges. Each technology uses different materials and bonding methods, but all follow this core principle of incremental addition.
Formative manufacturing, the third major category, shapes material through molding or casting. Additive manufacturing eliminates tooling costs associated with formative processes, making it economical for small production runs and one-off custom parts. You can iterate designs quickly without investing in new molds or fixtures.
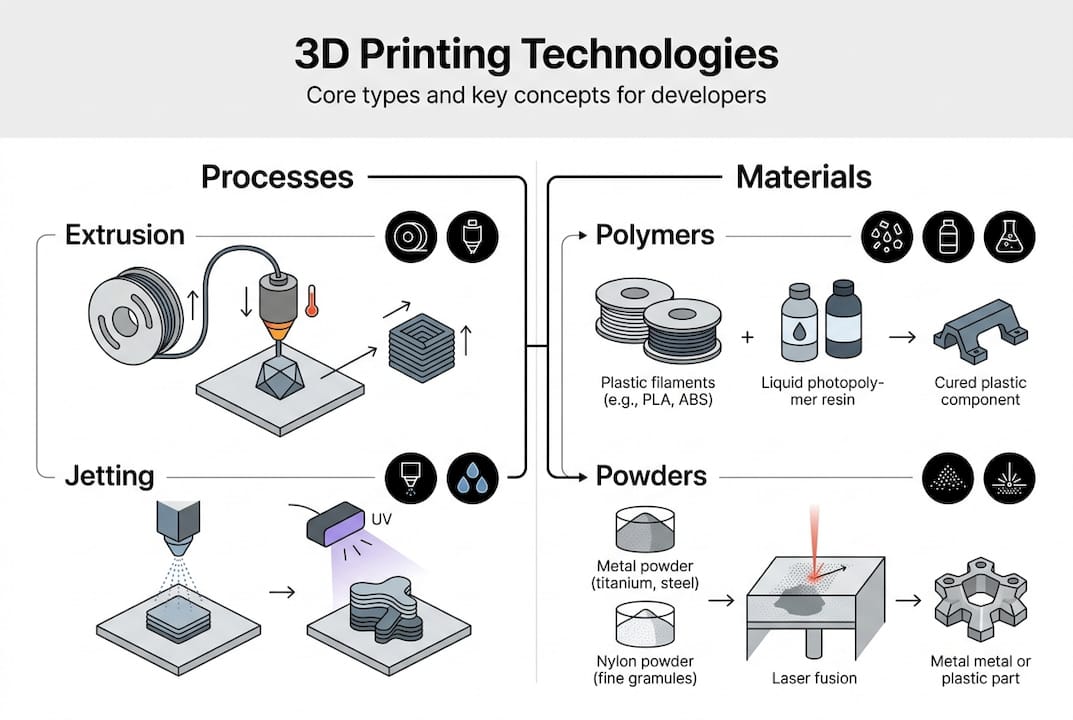
Popular additive manufacturing methods include fused deposition modeling, stereolithography, and selective laser sintering, each suited to different applications. FDM extrudes thermoplastic filament through a heated nozzle, building parts that balance strength with affordability. SLA uses ultraviolet lasers to cure liquid resin into solid layers, achieving fine detail and smooth surfaces. SLS employs lasers to fuse powder particles, producing durable parts without support structures.
The technology excels at producing complex geometries that would require extensive machining or assembly with conventional methods. Internal cooling channels, organic shapes mimicking natural structures, and parts with variable wall thickness become straightforward. On-demand 3D printing services let you manufacture these complex designs without capital equipment investment.
Pro Tip: Start your additive manufacturing journey by identifying parts in your current product line that require extensive machining or assembly. These often benefit most from consolidation into single printed components.
Key process components include design preparation, where you optimize models for layer-based fabrication, material selection based on mechanical requirements and operating environment, build preparation involving orientation and support structure generation, and post-processing such as support removal, surface finishing, or heat treatment. Understanding each step helps you plan realistic timelines and budgets for additive projects.
Common additive manufacturing technologies and how they work
Three dominant technologies serve most business applications, each offering distinct advantages for specific use cases. Understanding their differences helps you select the right process for your parts.
Fused deposition modeling extrudes thermoplastic filament through a heated nozzle that moves in the X and Y axes while the build platform lowers incrementally along the Z axis. The extruded material bonds to the previous layer as it cools. FDM machines range from desktop units to industrial systems with heated chambers for engineering-grade materials. Common filaments include PLA for concept models, PETG for functional prototypes, and nylon or polycarbonate for end-use parts requiring strength and temperature resistance.

Stereolithography cures photosensitive resin using ultraviolet lasers or digital light projection. A build platform starts just below the resin surface, rising incrementally as each layer cures. SLA produces the smoothest surface finish and finest details among common technologies, making it ideal for master patterns, jewelry, and dental applications. Resin properties vary widely, from rigid and brittle to flexible and tough, with specialty formulations for high temperature resistance or biocompatibility.
Selective laser sintering fuses powder particles using a laser that traces each layer’s cross-section. After completing a layer, a roller spreads fresh powder and the build platform lowers. Unfused powder supports the part during building, eliminating separate support structures. SLS parts exhibit consistent properties in all directions and can include features like living hinges. Nylon 12 dominates SLS applications due to its balance of strength, flexibility, and chemical resistance.
| Technology | Process | Materials | Typical Uses | Key Advantages | Limitations |
|---|---|---|---|---|---|
| FDM | Extrudes melted filament | Thermoplastics (PLA, PETG, nylon, PC) | Functional prototypes, jigs, fixtures | Cost-effective, wide material range, strong parts | Visible layer lines, anisotropic strength |
| SLA | UV laser cures liquid resin | Photopolymer resins | Detailed models, patterns, dental/jewelry | Smooth finish, fine details, varied resins | Brittle materials, post-cure required |
| SLS | Laser fuses powder particles | Nylon, TPU, composites | Functional parts, low-volume production | No supports needed, isotropic properties | Rough surface, limited materials |
Material selection drives technology choice as much as part requirements. Engineering-grade 3D printing uses advanced materials like carbon fiber composites, glass-filled nylons, and high-temperature polymers that demand precise process control. Standard desktop FDM handles commodity plastics well, but engineering materials often require enclosed heated chambers to prevent warping.
Build volume constraints affect part size and orientation. Desktop FDM printers typically offer 200-300mm cubes, while industrial systems reach 500mm or larger. SLA build volumes tend toward smaller sizes due to resin vat limitations, though large-format systems exist for specific applications. SLS machines generally provide mid-range build volumes with the advantage of nesting multiple parts in a single build.
Multi-material 3D printing expands design possibilities by combining different colors or material properties in a single build. Dual-extrusion FDM systems can print rigid and flexible materials together or use dissolvable supports for complex geometries. This capability enables overmolded assemblies, color-coded prototypes, and parts with variable shore hardness.
Pro Tip: Match technology to your part’s critical requirements. Need fine surface detail? Choose SLA. Require maximum strength and durability? Select SLS. Want cost-effective functional testing? FDM delivers the best value for most engineering applications.
Post-processing requirements vary significantly. FDM parts often need support removal and may benefit from acetone vapor smoothing or sanding. SLA parts require washing to remove uncured resin, then UV post-curing to achieve full mechanical properties. SLS parts emerge ready to use after depowdering, though you might add dyeing, vapor smoothing, or infiltration for specific applications.
Advantages and limitations of additive manufacturing for businesses
Additive manufacturing transforms product development by compressing design iteration cycles. Traditional prototyping requires tooling fabrication, setup time, and minimum order quantities that slow feedback loops. You can print a design revision overnight, test it the next day, and implement improvements immediately. This speed advantage compounds over multiple iterations, reducing time to market by weeks or months.
Design freedom represents additive manufacturing’s most significant benefit. You can create parts with internal features, undercuts, and organic shapes that would be impossible or prohibitively expensive with conventional methods. Topology optimization algorithms generate lightweight structures that use material only where stress analysis indicates it’s needed, producing parts that might weigh 40-60% less than traditionally manufactured equivalents while maintaining strength.
Customization becomes economical at any volume. Additive manufacturing reduces waste and allows for rapid iteration but may have scaling challenges for mass production. Each part can incorporate unique features without tooling changes or setup costs. Medical devices, custom orthotics, and personalized consumer products leverage this capability to deliver tailored solutions.
Material waste drops dramatically compared to subtractive processes. CNC machining might remove 90% of a billet to create complex parts, sending expensive material to recycling. Additive processes use only the material needed for the part itself plus supports, with some technologies like SLS allowing powder reuse. This efficiency matters both economically and environmentally.
Inventory reduction follows naturally from on-demand production capability. Instead of warehousing spare parts for products that might need service years later, you can store digital files and print replacements as needed. This approach eliminates obsolescence risk and carrying costs while ensuring parts availability.
Production speed limitations constrain high-volume manufacturing. A part that takes 30 seconds on an injection molding line might require 4 hours to print. For quantities above 500-1000 units, traditional manufacturing usually proves more economical. The crossover point depends on part complexity, size, and material requirements.
Material properties sometimes fall short of traditionally manufactured equivalents. FDM parts exhibit anisotropy, with strength varying based on build orientation and layer adhesion. While engineering materials close this gap, critical structural components may still require conventional manufacturing for maximum reliability. Material selection remains more limited than the thousands of alloys, plastics, and composites available for traditional processes.
Surface finish and dimensional accuracy vary by technology. FDM produces visible layer lines that may require post-processing for aesthetic applications. SLS parts have a grainy texture from sintered powder. SLA offers the smoothest finish but may show support attachment points. Tolerances typically range from ±0.1mm to ±0.5mm depending on technology, geometry, and size, compared to ±0.01mm achievable with precision machining.
Pro Tip: View additive manufacturing as a complement to traditional processes rather than a complete replacement. Use it where it excels: complex geometries, customization, rapid iteration, and low to medium volumes. Transition to conventional manufacturing when volumes justify tooling investment.
How businesses incorporate additive manufacturing into product development
Successful integration starts with identifying suitable applications within your existing product portfolio and development pipeline. Follow this systematic approach:
-
Audit current products and processes to find candidates where additive manufacturing offers clear advantages: parts requiring extensive machining, components with long lead times, products needing customization, or assemblies that could be consolidated.
-
Create or obtain CAD models optimized for additive processes. Companies integrate additive manufacturing into existing CAD workflows to accelerate product development. Design for additive manufacturing differs from conventional design rules: you can eliminate draft angles, incorporate complex internal features, and use organic shapes that reduce stress concentrations.
-
Select appropriate technology and material based on part requirements. Consider mechanical properties needed, surface finish expectations, dimensional accuracy requirements, operating environment, and production volume. Match these needs against technology capabilities outlined earlier.
-
Prepare digital files using slicing software that converts CAD models into machine instructions. This step involves choosing build orientation to optimize strength and surface finish, generating support structures where needed, and setting process parameters like layer height, infill density, and print speed.
-
Print initial prototypes and conduct functional testing. Evaluate dimensional accuracy, mechanical performance, surface quality, and assembly fit. Document any deviations from design intent or performance requirements.
-
Iterate designs based on test results. Additive manufacturing makes design changes trivial compared to retooling conventional processes. Adjust wall thickness, add reinforcement ribs, modify snap fits, or refine surface features without cost penalties.
-
Scale production appropriately. For low volumes, continue printing in-house or through service providers. For higher volumes, consider multiple machines running simultaneously or transition to conventional manufacturing using printed parts as master patterns.
Agile product development methodologies pair naturally with additive manufacturing’s iteration speed. You can validate concepts with stakeholders using physical models rather than renderings, conduct user testing with functional prototypes, and refine ergonomics through rapid design cycles. This approach reduces risk by identifying issues before committing to production tooling.
Functional testing applications extend beyond aesthetics to genuine engineering validation. Print parts in production-intent materials, subject them to mechanical testing, thermal cycling, or chemical exposure, and gather performance data that informs final design decisions. Some companies print functional parts for field testing, collecting real-world usage data before manufacturing investment.
Custom 3D printing services provide access to industrial-grade equipment and expertise without capital investment. Professional providers offer material selection guidance, design optimization consulting, and quality assurance that ensures consistent results. This partnership model works well for companies ramping up additive manufacturing use before justifying in-house equipment.
Low-volume production represents a growing application as material properties and process reliability improve. Bridge manufacturing uses additive processes to fulfill initial orders while production tooling is fabricated. Spare parts production for legacy products, custom medical devices, and specialized industrial components increasingly rely on additive manufacturing for economic production at volumes below traditional minimums.
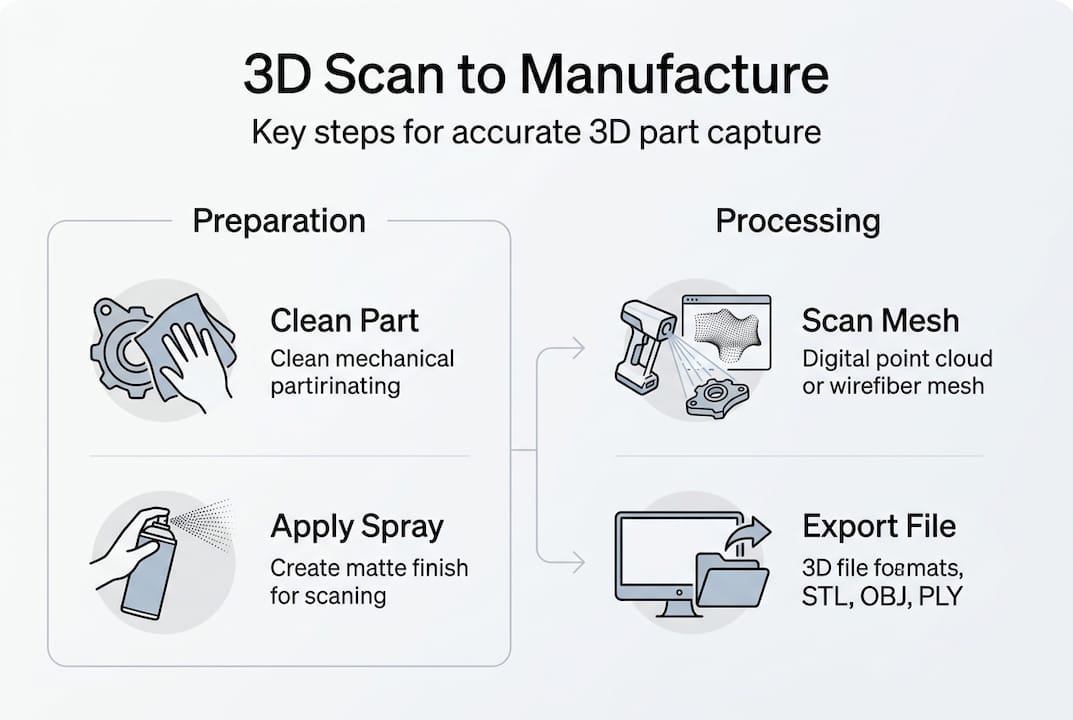
3D modeling and CAD services help businesses lacking internal design resources. Service providers can reverse-engineer existing parts through 3D scanning, create CAD models optimized for additive manufacturing, and prepare production-ready files. This support accelerates adoption for companies without dedicated engineering staff.
Best practices for integration include establishing design guidelines specific to your chosen technologies, creating a digital library of successfully printed parts to inform future designs, documenting process parameters that produced optimal results, and training team members on additive manufacturing capabilities and limitations. Consider starting with non-critical applications to build expertise before tackling mission-critical components.
Supply chain implications deserve attention. On-demand 3D printing services enable distributed manufacturing, where you send files to service providers near end users rather than shipping physical inventory globally. This approach reduces logistics costs and lead times while enabling mass customization.
Explore custom additive manufacturing solutions with CC3DLabs
Now that you understand how additive manufacturing transforms product development, consider how professional services can accelerate your implementation. CC3DLabs specializes in 3D printing services tailored for businesses and product developers who need reliable, high-quality results without investing in equipment and expertise development.

Our custom 3D printing services handle everything from initial concept models to functional prototypes and low-volume production runs. We work with you to select optimal technologies and materials for your specific requirements, ensuring parts meet mechanical, aesthetic, and dimensional specifications. Whether you need rapid turnaround for design validation or consistent quality for batch production, our team delivers the precision and reliability your projects demand. Complement printing services with our 3D modeling and CAD services to optimize designs for additive manufacturing or reverse-engineer existing parts. Contact us to discuss how additive manufacturing can solve your specific product development challenges.
What is additive manufacturing? Frequently asked questions
What is the difference between 3D printing and additive manufacturing?
Additive manufacturing is the industrial term encompassing all layer-based fabrication technologies, while 3D printing originally referred to desktop hobbyist equipment. Today, the terms are often used interchangeably, though additive manufacturing typically implies professional-grade processes and materials for functional applications rather than decorative models.
What materials are commonly used in additive manufacturing?
Thermoplastics like PLA, PETG, nylon, and polycarbonate dominate FDM applications. Photopolymer resins serve SLA processes, with formulations ranging from rigid to flexible and standard to high-temperature resistant. SLS primarily uses nylon 12 powder, with specialty options including glass-filled composites and thermoplastic polyurethanes for flexible parts.
Which industries benefit most from additive manufacturing?
Aerospace, medical devices, automotive, and consumer products lead adoption due to needs for rapid prototyping, customization, and complex geometries. Aerospace values weight reduction through topology optimization, medical devices require patient-specific customization, automotive uses it for tooling and low-volume performance parts, and consumer products leverage it for design iteration speed.
How long does prototyping with additive manufacturing typically take?
Simple parts print in hours, while complex or large components may require 24-48 hours of machine time. Total turnaround includes design preparation, printing, post-processing, and shipping. Professional services typically deliver prototypes within 3-7 business days from file submission, though rush services can compress this to 24-48 hours for urgent needs.
How does additive manufacturing enable product customization?
Each printed part can incorporate unique features without tooling changes or setup costs that make customization expensive with traditional manufacturing. You simply modify the digital file to adjust dimensions, add personalization, or alter functional features. This capability enables mass customization where every unit differs based on individual customer requirements or application-specific needs.